零件常见结构
一、标准结构
零件上常见的标准结构有螺纹、键槽、销孔、中心孔等。它们的结构形状、尺寸大小以及画法,都有规定,也有标准可查。
二、铸造零件的工艺结构
为满足铸造加工的要求,铸造零件上的工艺结构主要有拔模斜度、铸造圆角、铸件壁厚以及凸台和凹坑等。
三、零件机械加工的工艺结构
零件在机械加工过程中形成的工艺结构,主要有倒角和倒圆、砂轮越程槽及各种常见孔。
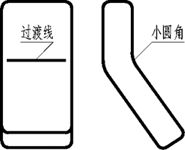
四、过渡线
当零件上两个未经机加工的表面相交时,常用小圆弧面进行过渡,此时两个表面的交线就不太明显,但为区分不同的表面、便于看图,仍需要画出称为过渡线的交线。
螺纹
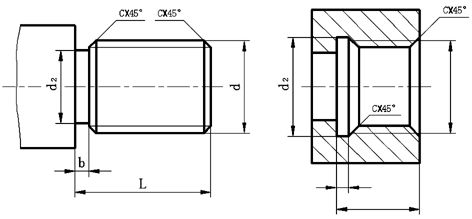
为了使加工面末端不留赘物,保证零件之间能装配到底,且在加工时便于退出刀具,常常在加工面的末端预先加工出退刀槽。在螺纹末端加工出的退刀槽称螺纹退刀槽。
如两零件用螺纹联接,螺纹部分按规定画法画出,螺纹尺寸应注在大径上,螺纹长度尺寸应包含退刀槽和倒角。
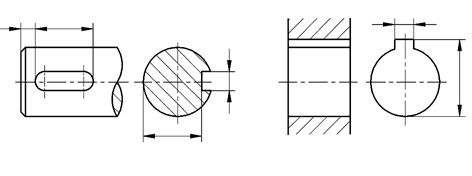
键槽
退刀槽的尺寸一般可按"槽宽X槽径"或"槽宽X槽深"的形式标注。槽宽直接标出,便于选择割槽刀。槽深应由*接近槽底的一个面算起。螺纹退刀槽的型式和尺寸可查GB3-79。
用键联接的两个零件,都必须加工出键槽。轴上的键槽必须注出定位尺寸和键槽的长度尺寸,宽度和深度尺寸则注在剖面图上。轮毂上的键槽是通槽,只需在局部视图上注出键槽的宽度和深度。
用键联接的两个零件,都必须加工出键槽。轴上的键槽必须注出定位尺寸和键槽的长度尺寸,宽度和深度尺寸则注在剖面图上。轮毂上的键槽是通槽,只需在局部视图上注出键槽的宽度和深度。
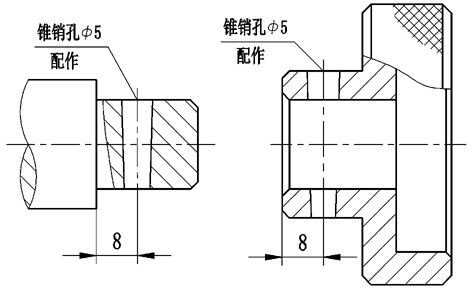
销孔
两零件用销联接,销孔在装配时才加工,所以在零件图上除注出销孔的定形和定位尺寸以外,还必须注明"配作"两字。
中心孔
在加工长轴时,轴端需打中心孔。中心孔有四种形式,可根据需要选用。屏幕中画出了其中两种中心孔。中心孔是标准结构,在图纸上不必画出,只在轴端标注代号和数量,并用符号表明完工后是否保留。具体形式和尺寸大小可查国家标准GB145-85。
如图A的代号表示在轴的两端作出B型中心孔,D=4,D1=12.5。符号表示完工后要保留中心孔。
图B的代号表示只在一端作出B型中心孔,符号表示在完工后中心孔保不保留都可以。
图C的代号表示只在一端作出A型中心孔,D=1.6, D2=3.35,符号表示在完工后要去除中心孔。
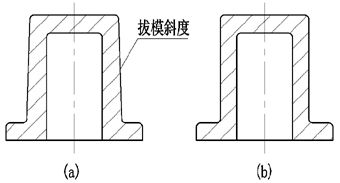
拔模斜度
铸造毛坯时,为了便于将木模从砂型中取出,一般沿木模拔出的方向作出约1:20的斜度,称为拔模斜度。
拔模斜度在零件图上一般不画出也不标注(如图b所示)。必要时在技术要求中统一注写"拔模斜度1:20"。