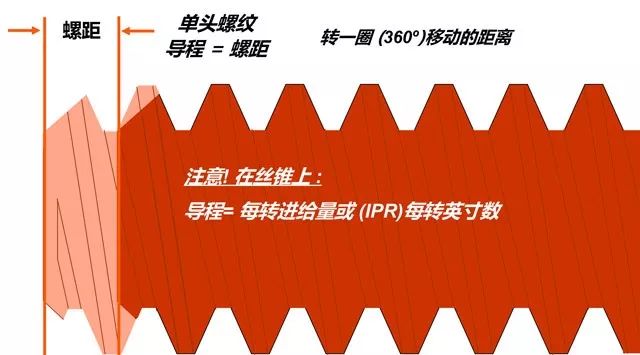
什么是攻螺纹?
05/15

工件材料 切削速度 切削刃材料 刀柄 丝锥形式 孔的尺寸 攻螺纹刀柄 切削液 孔深



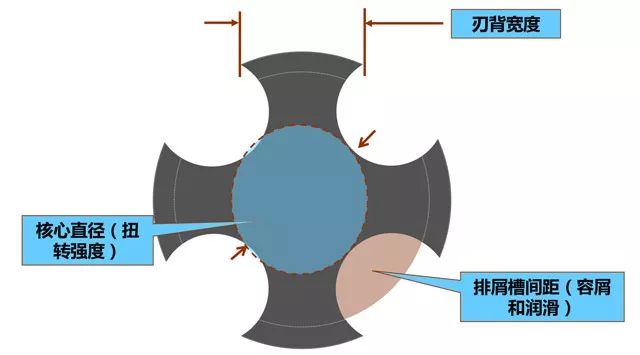
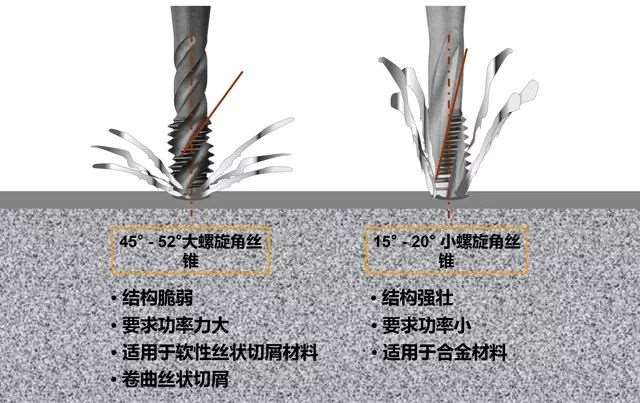
丝锥结构简单 前角和钩形角度较大 后角和避空较大 自由切削 易于崩刃 丝锥整体较脆弱 容屑空间大
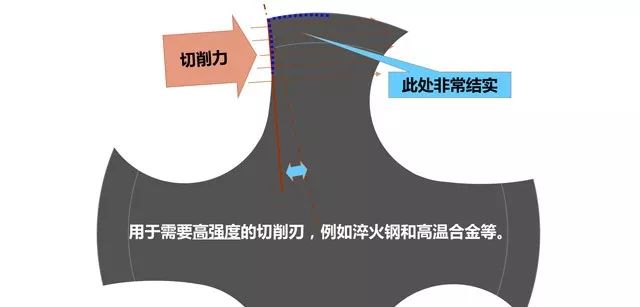
丝锥具有重载结构 前角和钩形角度小 铲背和后角小 切削压力较高 刃口设计粗壮,减少崩刃 横截面大 容屑空间有限

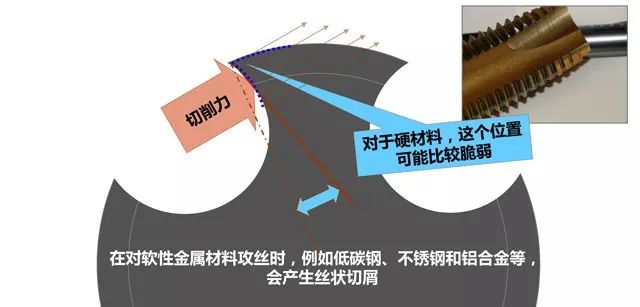

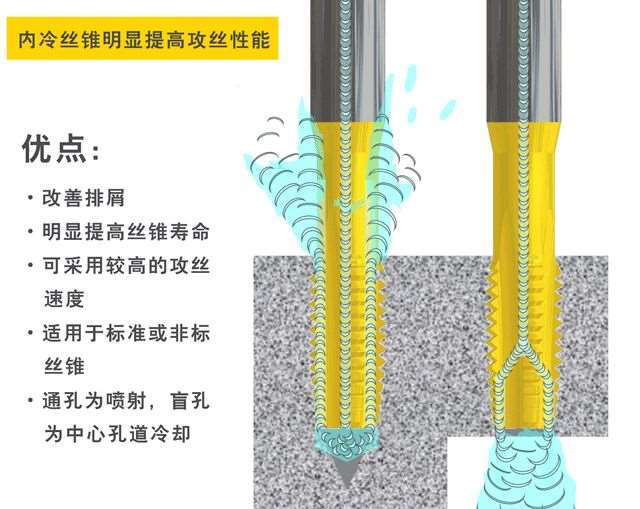
切削轻快,热量积聚少 丝锥上缠绕,粘结的材料少(粘屑,积屑瘤少) 可采用较高的攻螺纹速度 补偿工件材料的塑性变形
切削刃变脆,易于崩刃 主轴和装夹(包括浮动刀柄)刚性不足是会使螺纹变差 在反转时非常细小的切屑可能会嵌入使切削刃崩刃
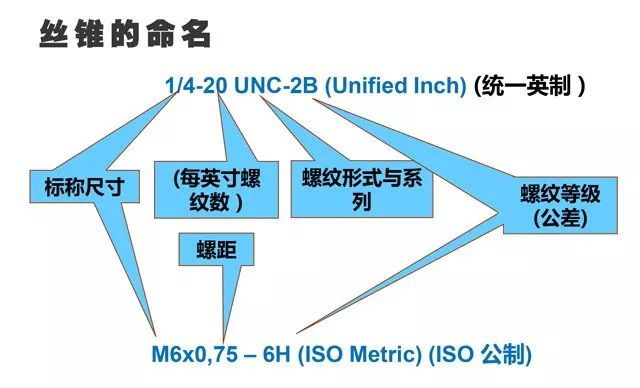
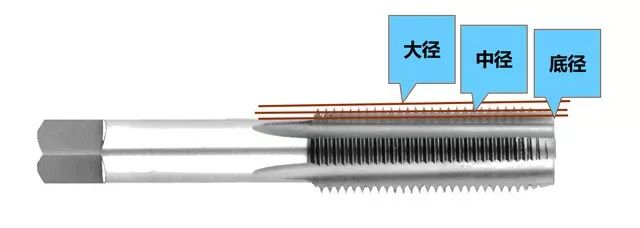
H/D 公差表示丝锥的螺纹尺寸。 字母表明丝锥的尺寸大于或高于基本中径 (“H”=英制 , “D” =公制 ), 还是低于基本中径 (“L”=英制 , "DU"= 公制 )。 实际丝锥尺寸数字与基本中径有关,如:H2,D3,L1,或 DU2每个丝锥都有专用的中径尺寸。
通用 HP 丝锥系列。 标明丝锥是符合部件配合等级的正确尺寸。 3B级丝锥适用于 2B 级部件。 标有 “ X” 的丝锥等级表明其公差较大,用于精密丝锥,电镀或热处理部件,或用于接近(弹性记忆)的材料 。
对于内螺纹,您必须选择较大公差等级的丝锥。 较大的中径会使螺纹尺寸稍微大一些。 电镀以后的增大量又会使螺纹尺寸回到规定值。


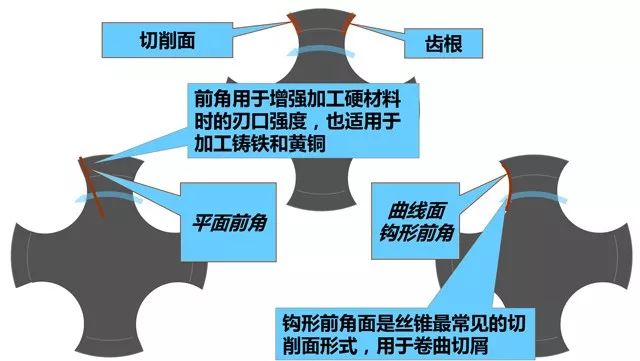
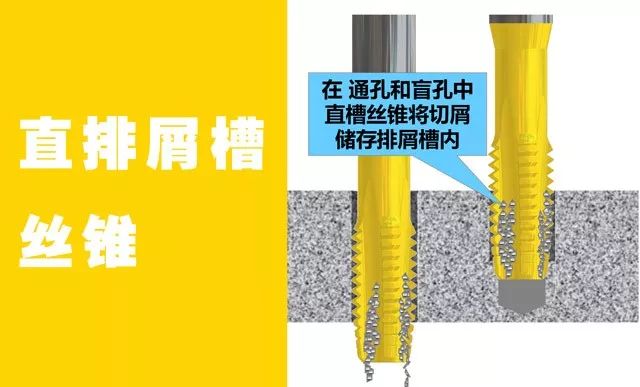
*适合用于盲孔和深孔加工。 推荐用于产生粘连切屑的材料。 非常适合用于断续切削。

强度*大的丝锥。 推荐用于易断屑的材料,如黄铜和铸铁或硬化钢。 通常需要冷却液或气体 冲洗排屑槽中的切屑。 可以具有多种切削锥形式。

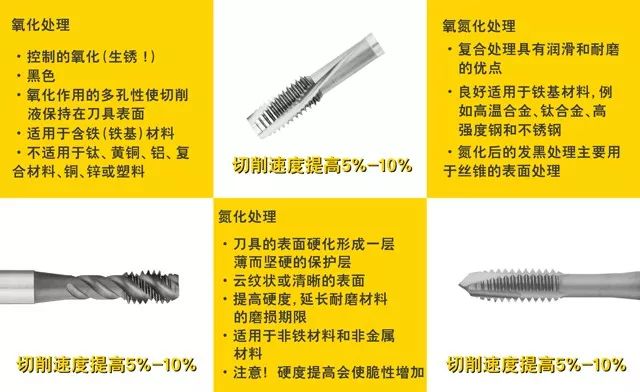
改进HSS丝锥的外观 不会改变丝锥的尺寸
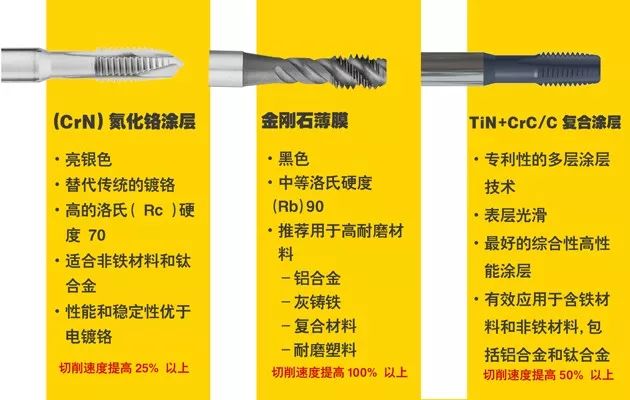
耐磨性高 减少摩擦和功耗 减少崩刃和折断 表面硬度少许提高
切削刃保持锋利 具有润滑作用 降低负荷和擦伤 积屑瘤*少



手动攻螺纹
机床攻螺纹
丝杠机床
凸轮进给机床
采用气动或液压的机床
齿轮进给机床
螺纹深度控制 孔到孔尺寸一致 消除削顶 必要时可以复攻


用于非同步攻螺纹
用于同步攻螺纹

内部机构不应该有切屑和碎片 经常润滑确保部件灵活移动,防止生锈 经常测试刀柄,尤其是使用水溶性冷却液时

编程进给量至丝锥倒程的95%~98% 使用仅有伸长的刀柄或带压缩锁定的伸缩刀柄
丝锥导程编程为进给量 100% 使用整体刀柄或同步刀柄
重新编程 ,遵照“非刚性”程序 考虑使用快速更换接头。可以有最小“浮动”

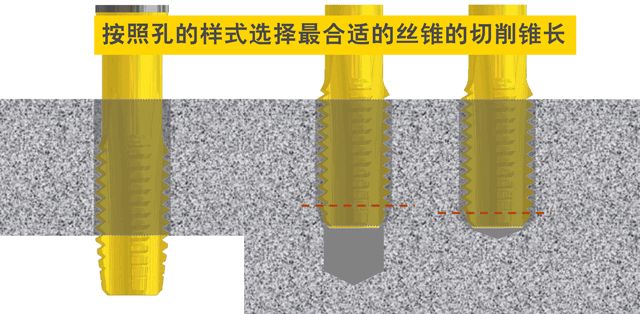
更改丝锥形式
缩短切削锥 更改前角形状 增加槽数 改变速度 钩形较小的 如是刚性攻螺纹,增加啄钻循环 考虑挤压丝锥

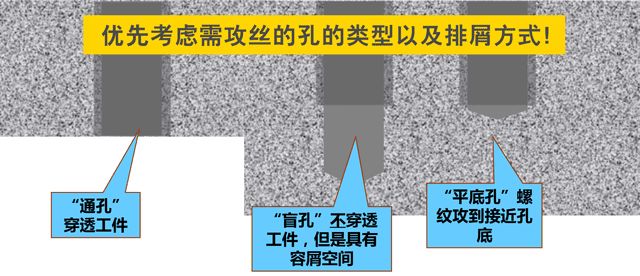
孔的类型,通孔,盲孔还是深孔 最小钻孔深度 要求的*短螺纹深度 是否考虑采用挤压丝锥 攻螺纹的工件材料