机械加工工艺,值得收藏
06/25
每种加工原理都有多种加工方法,还有与加工方法匹配的机床。
加工原理 | 加工方法 | 所使用的机床 | 加工方法的概要 | |
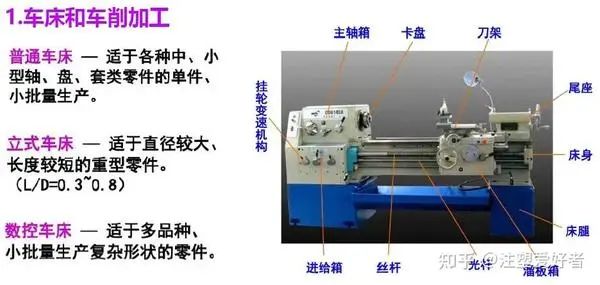
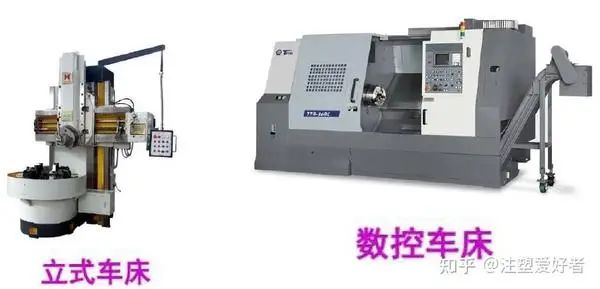
去除加工 | 切削加工 | 车床加工 | 车床、NC车床 | 旋转材料,将刀具按压在材料上,加工材料 |
铣削加工 | 铣床、加工中心 | 将旋转的刀具按压在固定的材料上,加工材料 | ||
开孔加工 | 钻床、加工中心 | 将旋转的钻头压入材料,开孔 | ||
磨削加工 | 磨床、外圆磨床 | 用高速旋转的砂轮一点点切削材料进行加工 | ||
研磨加工 | 研磨机、滚筒抛光加工机 | 比磨削加工更加精细地切削、磨制 | ||
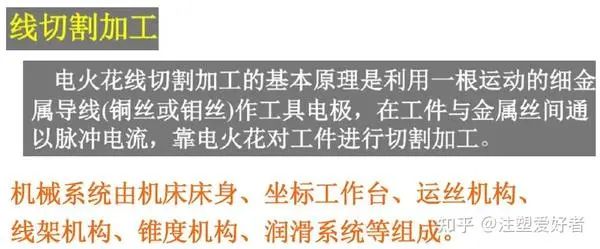
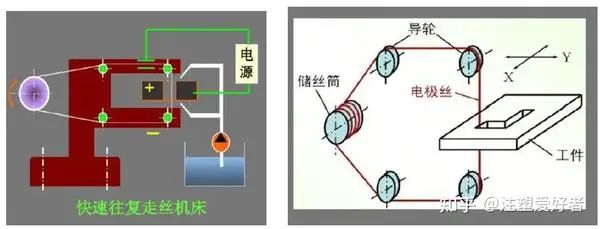
电火花加工 | 电火花加工机、线切割机床 | 利用放电时产生的电弧弹飞材料表面进行加工 | ||
成形加工 | 冲压加工 | 冲压机 | 将材料强力按压在模具上,弯曲成与模具相符的形状 | |
钣金加工 | 弯板机 | 使用名为通用模具的模具,折弯金属板 | ||
铸造 | 压铸成形机 | 将熔融了的金属倒入砂型或金属模具,冷却固化 | ||
锻造 | 锻造锤、锻造压力机 | 强力敲打金属材料,使之变形 | ||
树脂加工 | 注塑成形 | 注塑成形机 | 将加热熔融了的树脂向金属模具射出并冷却固化 | |
结合加工 | 焊接 | 激光焊接机、点焊机 | 加热熔化(金属)材料的接合部分,进行接合 | |
粘合・钎焊 | 钎焊机 | 使用蜡(熔融了的金属)、粘合剂接合材料 | ||
机械加工中,精度、尺寸公差因加工法而不同。因此,选择能够满足加工产品要求精度的方法至关重要。下表按照加工方法分类总结了大致精度的标准。加工方法进一步细分并因此导致精度大幅变化的情况和精度的制定方法因加工后的形状而改变的情况,在精度中标注“-”。
加工方法 | 大致精度 | ||
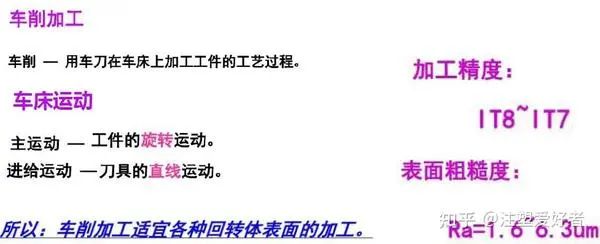
去除加工 | 切削加工 | 车床加工 | 0.03 |
铣削加工 | 0.03 | ||
开孔加工 | 0.06 | ||
磨削加工 | 0.01 | ||
研磨加工 | – | ||
电火花加工 | 0.01 | ||
成形加工 | 冲压加工 | 0.15 | |
钣金加工 | 0.15 | ||
铸造 | 0.4~1.6 | ||
锻造 | – | ||
树脂加工 | 注塑成形 | 0.1 | |
结合加工 | 焊接 | – | |
粘合・钎焊 | |||
表面粗糙度 一般而言与磨削加工相比,切削加工的表面粗糙度较差。在电火花加工中,即使不实施追加工,也能获得光滑的切割面。在去除加工中,加工的速度与加工面的表面粗糙度具有密切的关联性,存在加工速度越快,表面越粗糙,越慢,表面越光滑的趋势。冲压件、钣金件的表面粗糙度还与金属材料原本的表面粗糙度关系巨大,因此很难定义加工方法与表面粗糙度之间的关系。在铸造中,还是使用砂型时表面相当粗糙。压铸成形等也能获得较光滑的表面,但存在精度问题,在与其他零件精密组装时,多会对组装面实施切削等去除加工。 毛刺 实施切削加工和焊接的情况下,还必须注意毛刺。特别是*好认识到在切削加工中基本上都会产生毛刺。为了抑制毛刺的产生,调整刀的进给方向、速度或精心设计产品的形状也很有效。
2、铣削加工
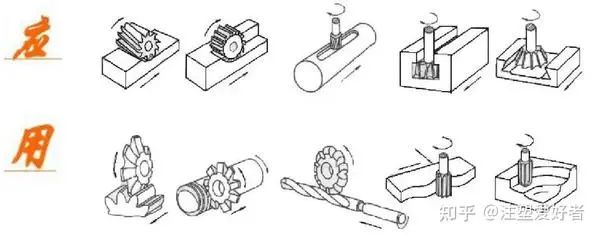
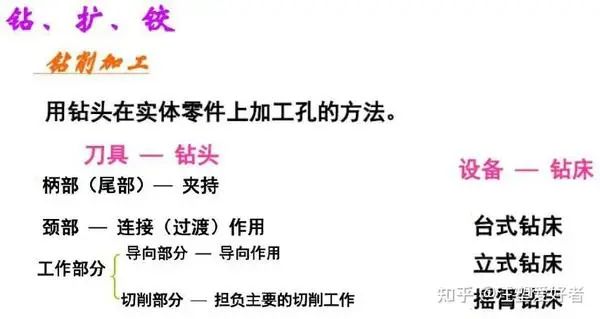
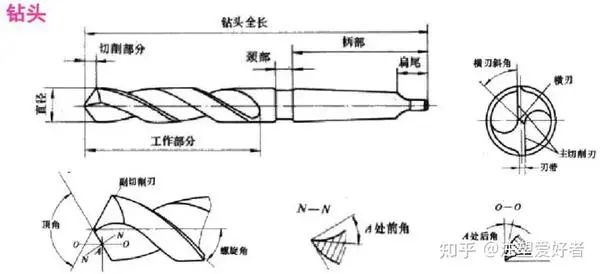
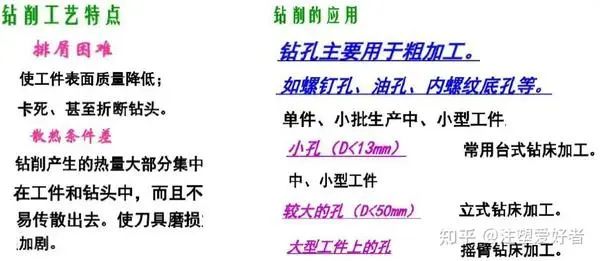
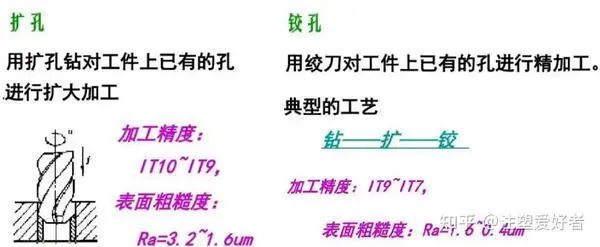
3、钻削加工

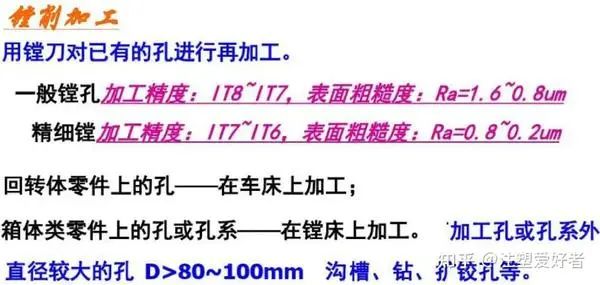
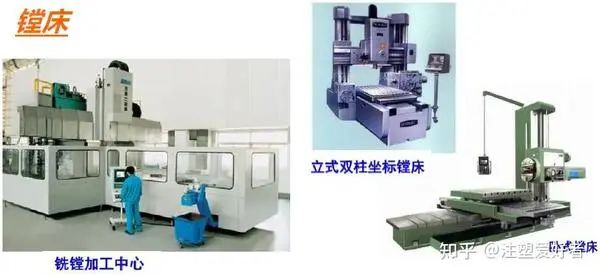
4、镗削加工
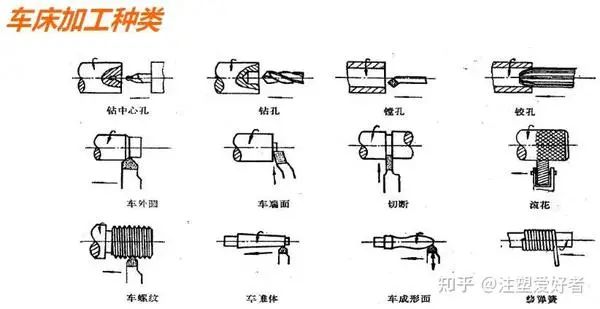
5、车削加工


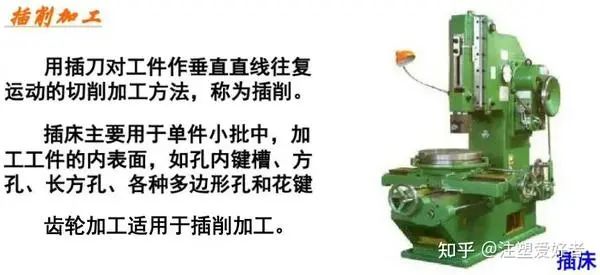
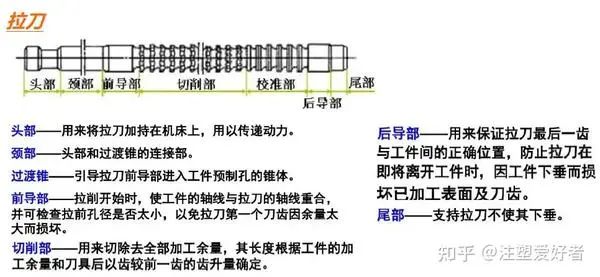
No.5插削,拉削加工

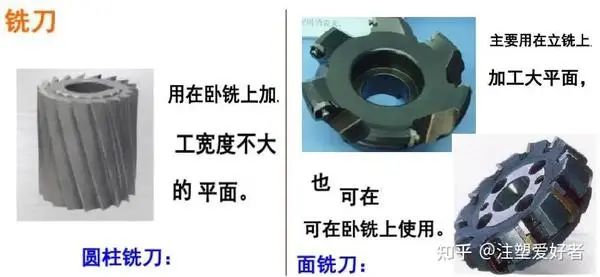
7、加工刀具



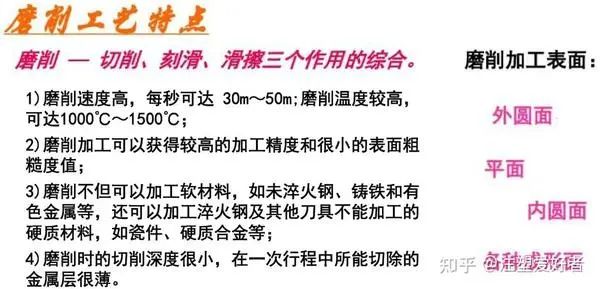
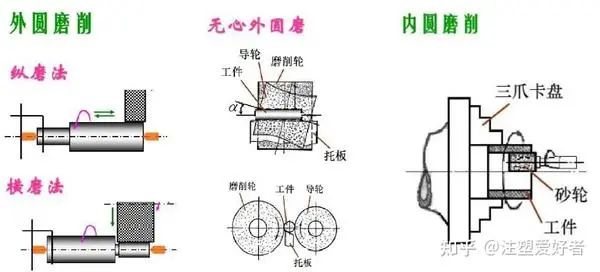
8、磨削工艺及特点


9、加工设备




10、加工方法小结
 11、机械加工工艺规程
11、机械加工工艺规程