机械设计常用各类表面加工方案及适用范围
06/27
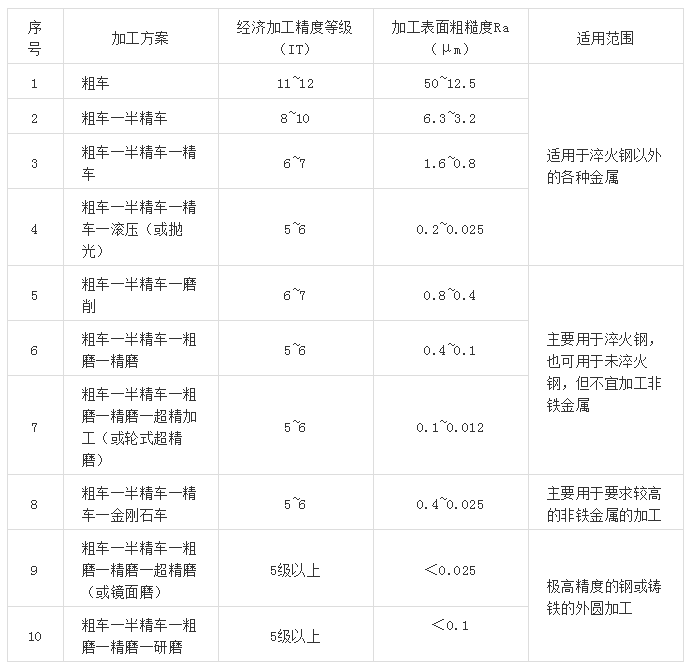
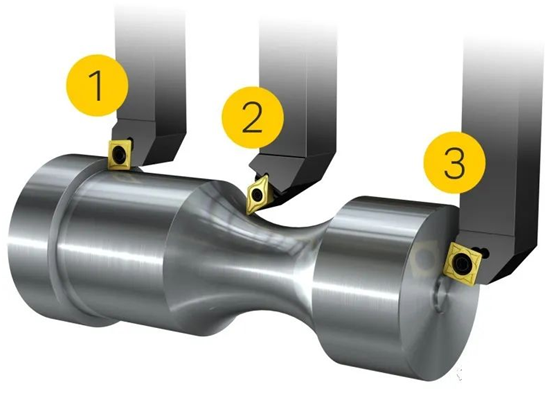
1、外圆表面加工方案
车外圆步骤,试车、试测的方法
1、车刀的选择:按要求选择车刀
2、切削步骤
(1)开车对刀:a.沿进给反方向退刀;b. 准确加吃刀深度;c.进行切削;d.先退出刀具,后停车。
(2)注意:
a.如果要继续切削:则沿进给反方向退刀-停车-测量-重复上述第c.d项。
b.如果不再继续切削:则横向退刀-纵向退刀-停车-测量。
3、试车的目的和方法
(1)目的是为了保证精车时零件的尺寸精度。
(2)试车的方法:
a.开车对刀;
b.沿进给反方向退刀;
c.准确加吃刀深度;
d.切削工件,长度为2mm左右;
e.沿进给反方向退刀,停车;
f.测量工件尺寸;
g.测量后如尺寸符合要求则可开车进行切削,如不符合要求,应重复c至f步。
使用刻度盘时,如果手柄摇过了头或试切后尺寸小了,需要退刀时,刻度盘不能直接退到所要求的刻度,因为中溜板丝杠和螺母间存在间隙,为消除间隙,退时手柄要多退半圈,消除间隙,再摇到所需的刻度值。
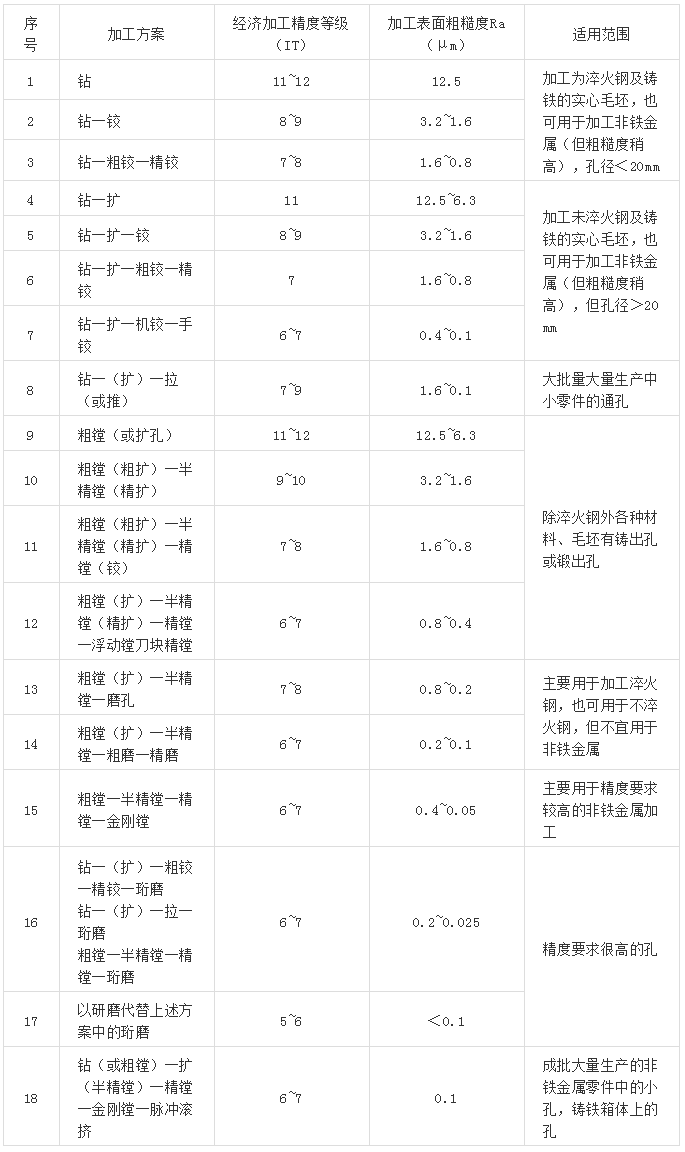
2、孔加工方案
车内孔时的质量分析
1.尺寸精度达不到要求
孔径大于或小于要求尺寸:原因是镗孔刀调试的不对,刀尖不锋利,孔偏斜、跳动,测量不及时。
2.几何精度达不到要求
1)内孔成多边形,内壁厚薄不均匀。
2)内孔有锥度在:原因是主轴中心线与导轨不平行,机床的导向套可能大了。
3)表面粗糙度达不到要求:原因是刀刃不
锋利,角度不正确,切削用量选择不当,冷却液不充分。
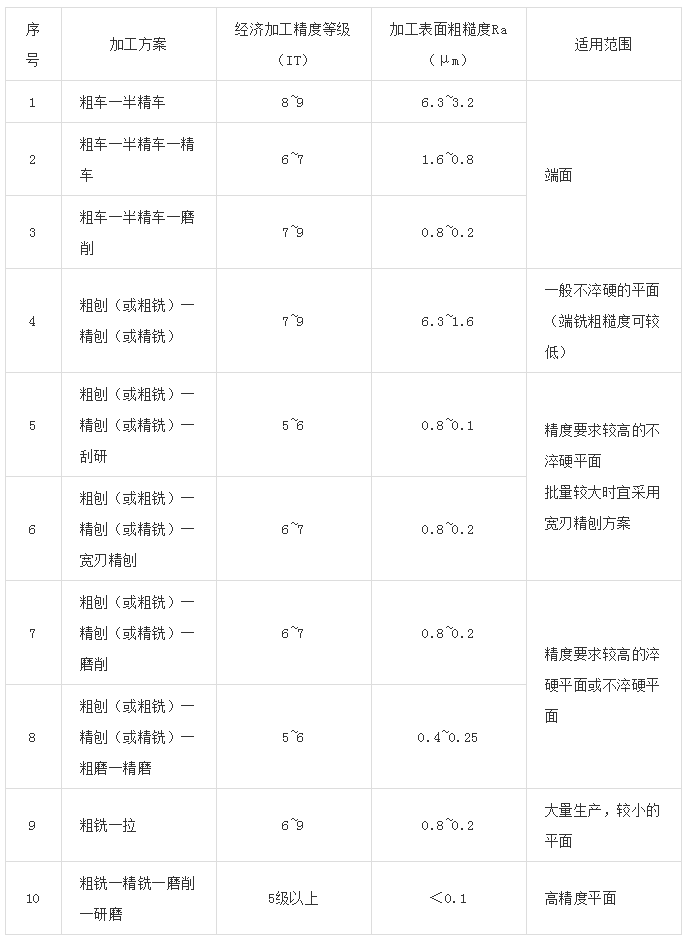
3、平面工方案