
圆周孔加工宏程序编程实例
圆周孔加工宏程序编程实例
在圆心为基准点(X0,Y0)、半径为(R)的圆周上,始角为(A),加工N个等分孔。
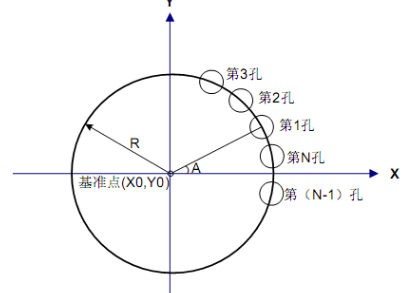
X0,Y0为螺栓孔循环基准点的坐标值。
R:半径,A:始角, N:个数。上述参数使
#500: 基准点X的坐标值(X0)
#501: 基准点Y的坐标值(Y0)
#502: 半径(R)
#503: 始角(A)
#504: N个数
N>0时,反时针转,个数N。
N<0时,顺时针转,个数N。
以下的变量用于宏程序中的运算。
#100: 表示第I个孔加工的计数(I)
#101: 计数的终值(= N )(IE) ┃┃
#102: 第I个孔的角度(θI)
#103: 第I个孔的X坐标值(Xi)
#104: 第I个孔的Y坐标值(Yi)
O0001;
N100 G65 H01 P#100 Q0; I=0
G65 H22 P#101 Q#504; IE=|N|
N200 G65 H04 P#102 Q#100 R360;
G65 H05 P#102 Q#102 R#504; θI=A+360°×I/N
G65 H02 P#102 Q#503 R#102;
G65 H32 P#103 Q#502 R#102; X I=X I+R·COS(θI)
G65 H02 P#103 Q#500 R#103;
G65 H31 P#104 Q#502 R#102; Y I=Y I+R·SIN(θI)
G65 H02 P#104 Q#501 R#104;
G90 G00 X#103 Y#104; 第I个孔定位。
G**; 具体孔加工G代码。
G65 H02 P#100 Q#100 R1; I=I+1
G65 H84 P200 Q#100 R#101; 当I<IE 时, 转到N20
M99;
调用上面用户宏程序本体的程序实例如下:
O0010;
G65 H01 P#500 Q100; X0=100MM
G65 H01 P#501 Q-200; Y0=-200MM
G65 H01 P#502 Q100; R=100MM
G65 H01 P#503 Q20; A=20°
G65 H01 P#504 Q12; N=12反时针转
G92 X0 Y0 Z0;
M98 P0001; 调用用户宏程序
G80;
X0 Y0;
M30;
这样即可完成上述圆周孔的加工编程。


