
铣削加工方法、策略及公式,推荐收藏!
03/04
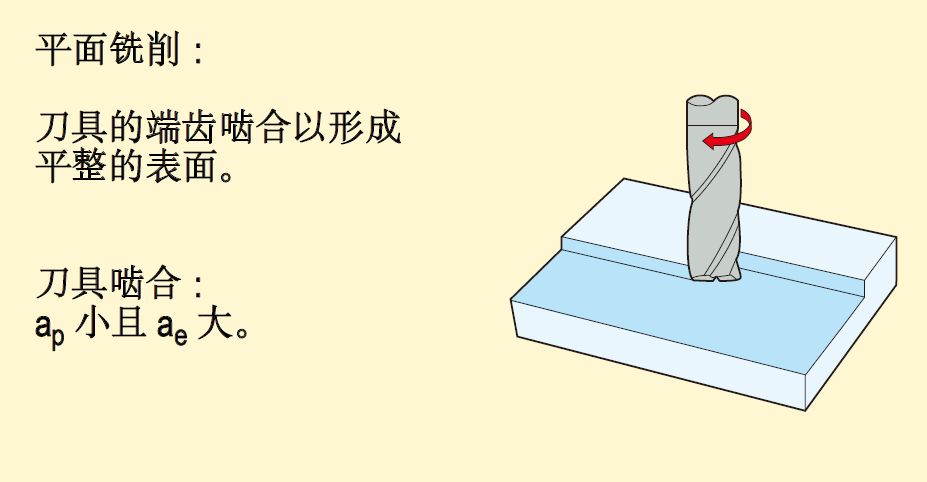
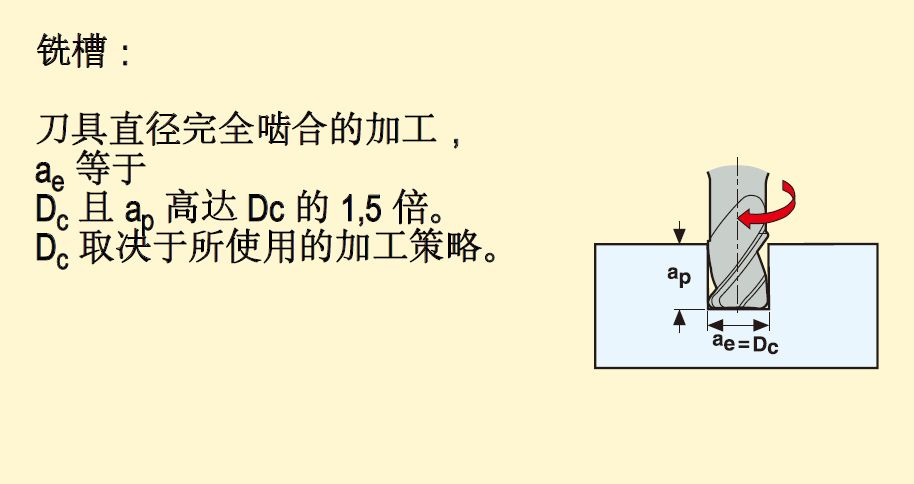
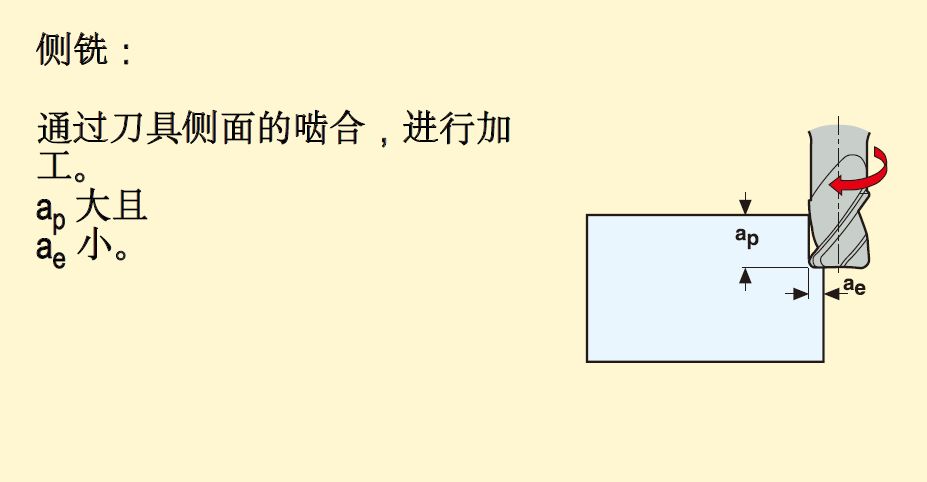
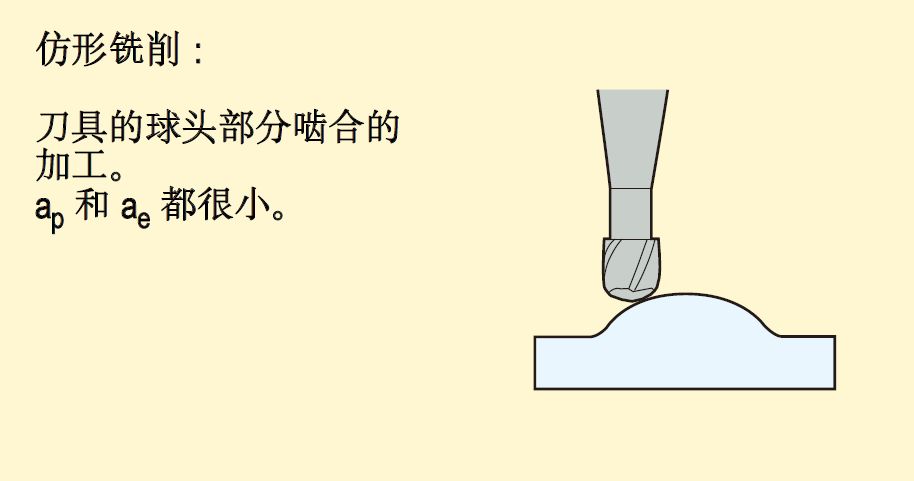
包括:平面铣削、铣槽、侧铣和仿形铣削。
是普通用途的加工策略。切削宽度与切削深度比率可以各不相同,取决于工序的类型。
2)机床要求:无特别要求。
2)机床要求:高稳定性、高功率要求、高刚性的夹紧系统。
3)应用领域:在大批量生产加工中,生产效率是关键的指标,或是要求高金属切除率的单件产品加工。
(4)高进给加工
是一种由整个刀具直径满刃切削和小切深结合的高进给加工策略。在高进给加工下,能够通过使用比普通加工更快速的进给速度,以达到高金属切除率与好的表面粗糙度。
2)机床要求:高稳定性、高进给速度的可能性。
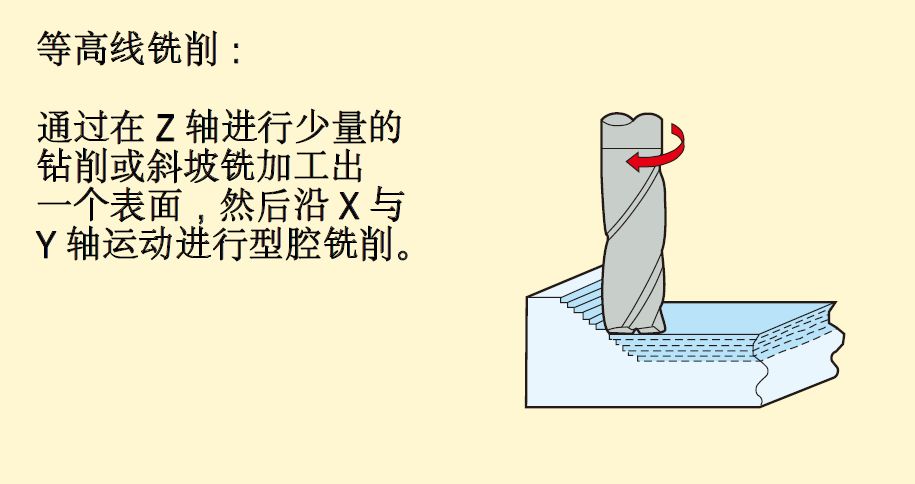
3)应用领域:从软钢到淬硬钢、钛合金与不锈钢,它如作为高速加工之前的预加工是非常好的,它也可用于深型腔加工。这项技术的优势之一就是在CAM中非常方便用户实现简单安全和快速的编程。使用所谓的等高线铣削策略,在没有丰富的编程经验的前提下,较容易地对复杂形状进行编程。
是一种使用极小的刀具直径的加工策略。
1)刀具特性:直径范围从φ0.1~2.0mm,切削长度短,宽范围的外圆缩径,高精度、镀层。
2)机床要求:主轴精度高、高转速、CNC、防止主轴伸长的热稳定性。
3)应用领域:在众多种类的材料上进行各种型腔加工。

1)检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具的悬伸尽可能短;
2)铣刀的齿数适中,以确保在加工时没有太多的刀片同时和工件啮合而引起振动。铣削狭窄工件或型腔时要有足够的刀片和工件啮合;
3)合适的每齿进给量,以便在切屑足够厚时获得好的切削效果从而减少刀具磨损。采用正前角槽型刀片,从而获得平稳的切削效果以及*低的功率;
4)适合于工件宽度的铣刀直径;
5)正确的主偏角(45度适合于一般铣削);
6)合适的铣刀位置;
7)仅在必要时用切削液,干铣通常刀具寿命会更好。


