机械设计通用技术标准
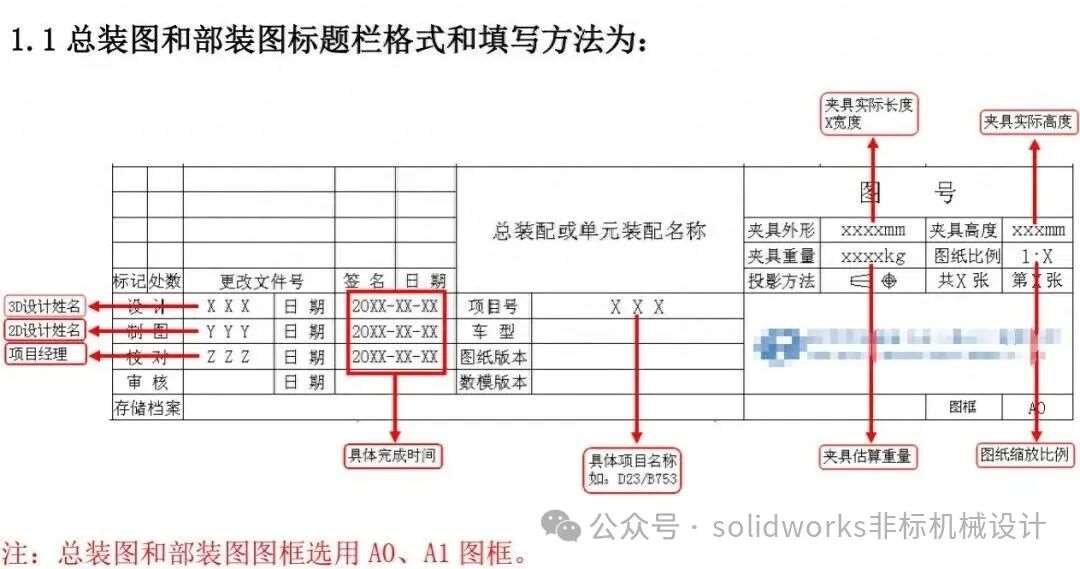
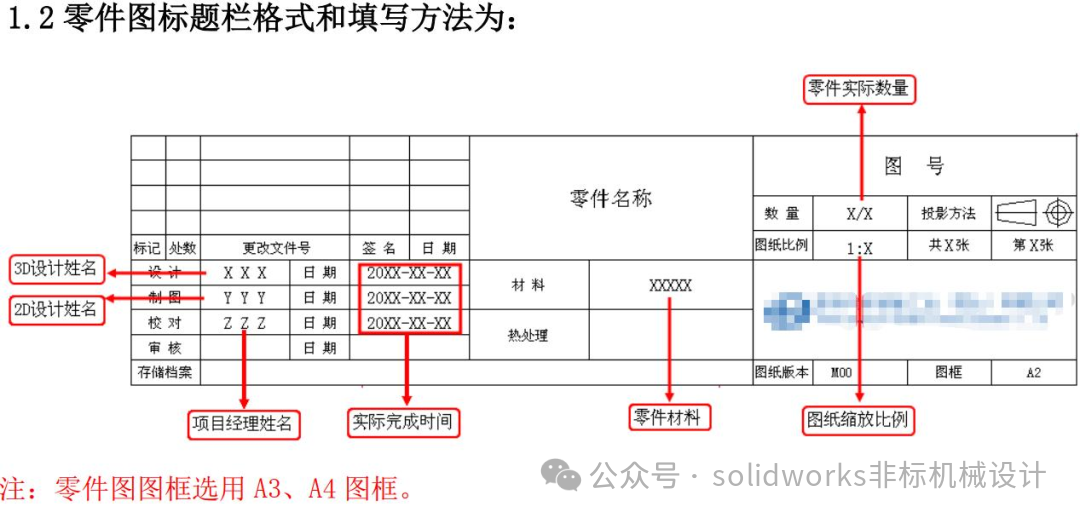
1、图框的使用规范
2、图纸页次的编写
所有 2D 的页数都独立编写如 “共 1 张,第 1 张”如果单独的部件或零件需要多张图纸表达则标记为“共 X 张、 第 1 张;共 X 张、 第 2 张„„共 X 张、 第 X 张”, 如有特殊要求的除外。
3、关于总装图内容的规定

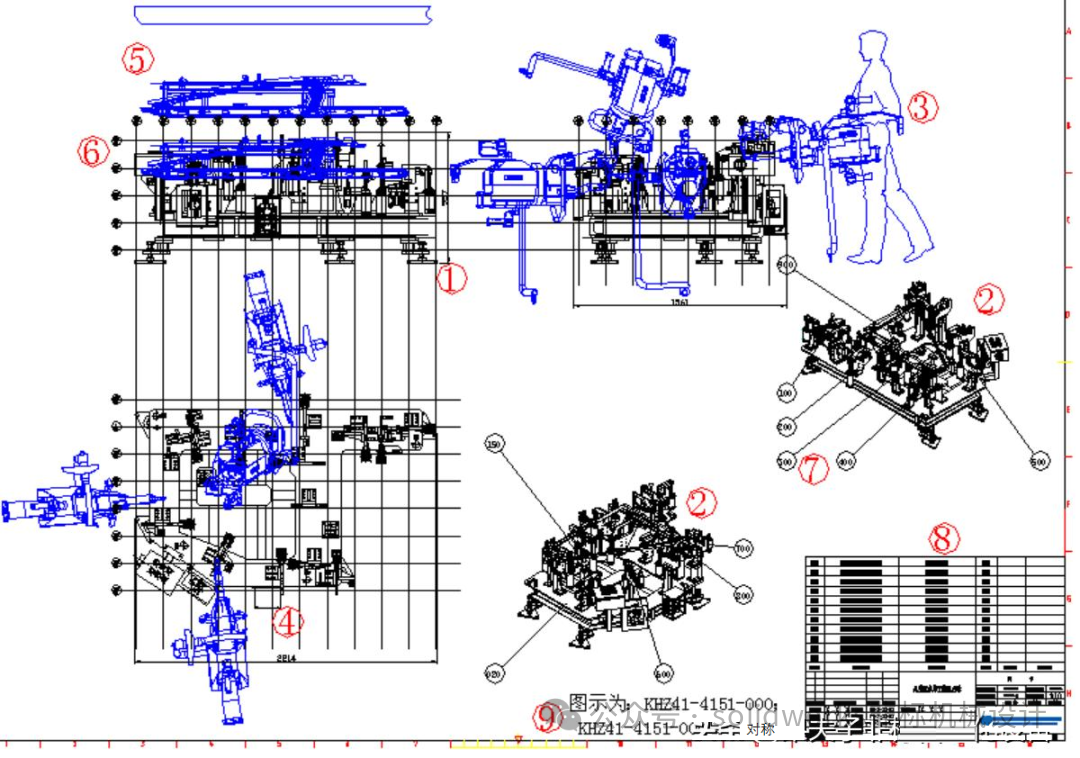
注:有配合关系的零部件必须以剖视图形式示意, 如下图所示:
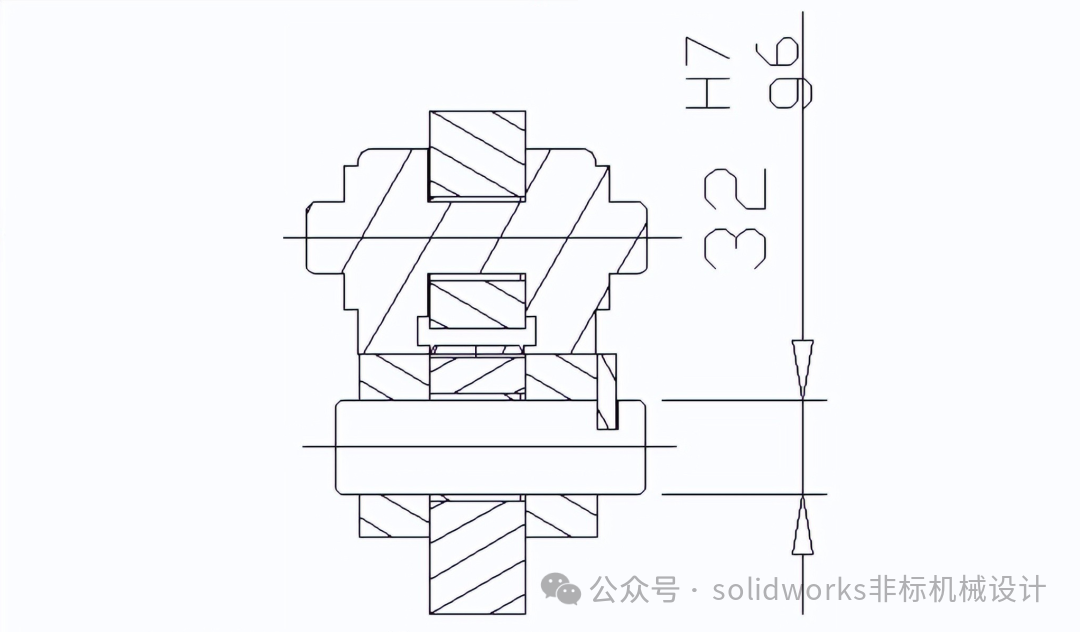
气缸旋转轴处的配合公差
3.2 总装图明细表
总装图明细表如下图所示:

总装图明细表的填写方法:
①所有文字和代码的标示在表格框的正中间
②明细表中不应该出现 BASE 焊接图和孔位图的信息及其上面安装的一些标准件和外购件的信息。
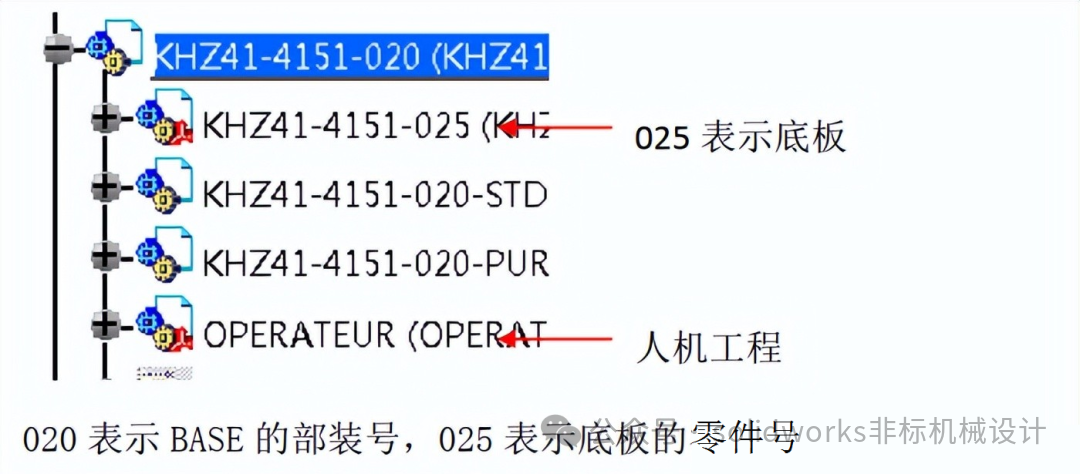
③底板所在的 UNIT 命名为 020, BASE 命名为 025.
④序号(填写内容和总装图中指示线编号一致,指示线编号应和 UNIT 单元号最后三位一致。)
⑤代号(填写内容为: UNIT 单元号全名。)
⑥名称(填写方法为 UNIT XXX)
⑦数量(填写方法对称件 X/X,不对称件数量应为实际件数。)
⑧材料(为空)
⑨备注(填写内容为以上几项不足说明的事项如:此单元部分不对称,此单元仅左件或仅右件等。)
3.3 底板上的所有零件与底板一起出部装图。
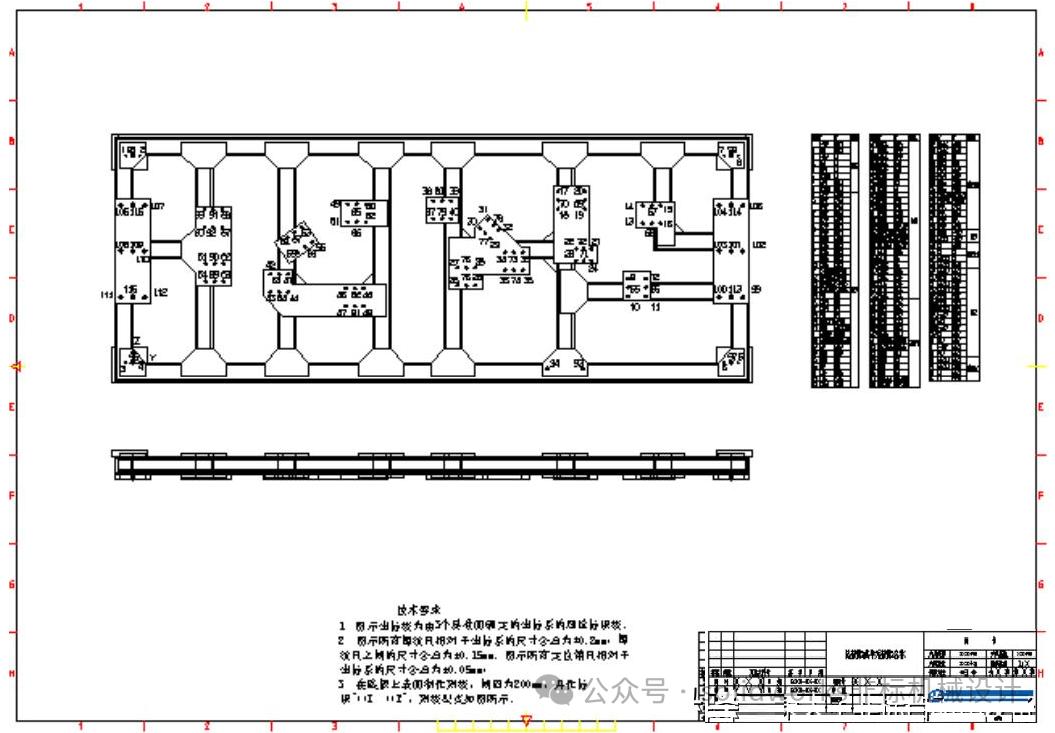
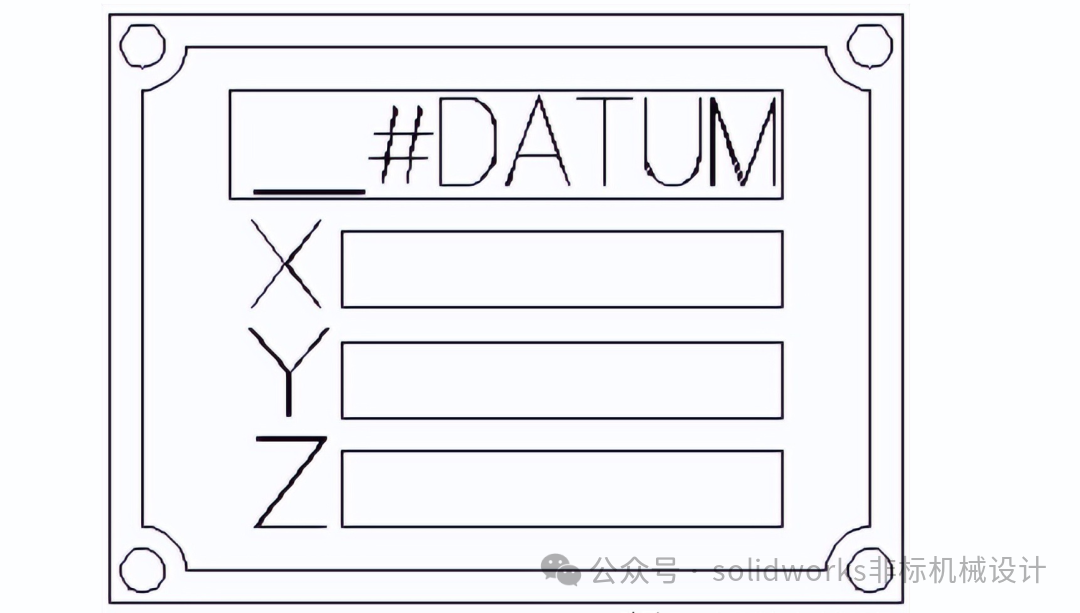
4、关于 014 图
在 014 图上需反映出底板、 所有需要三坐标检测的定位块和空压压头、 定位销及基准孔或测量球的位置和测量铭牌的参考位置及坐标铭牌的放置方向。
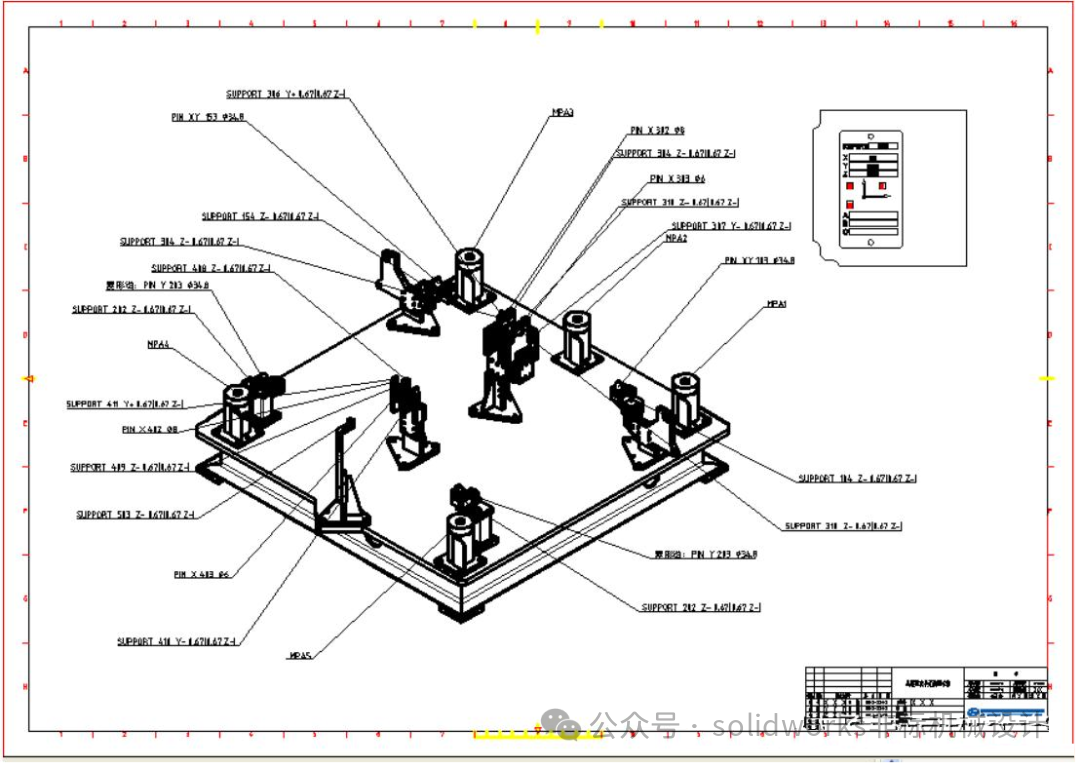
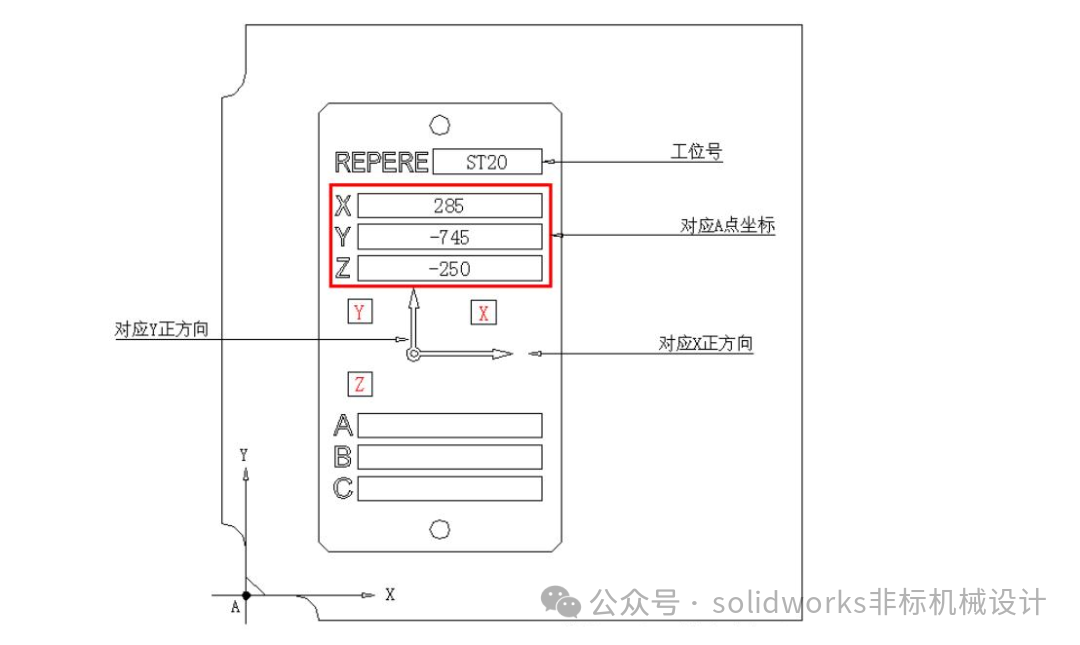
① 坐标铭牌:需要有基准点三个方向的坐标值,铭牌上的坐标方向须和底板基准边所对应坐标方向一致。
② 测量铭牌: 仅给出安装位置。
5、关于部装图的内容
5.1 指示线:
部装图中的零件指示线要横平,竖直,指示线尽量分散,指示的每个零件位置清晰,如一个轴测图不能指示清楚则用多个图来标出每个零件的位置, 指示线标示和明细栏的代号对应。
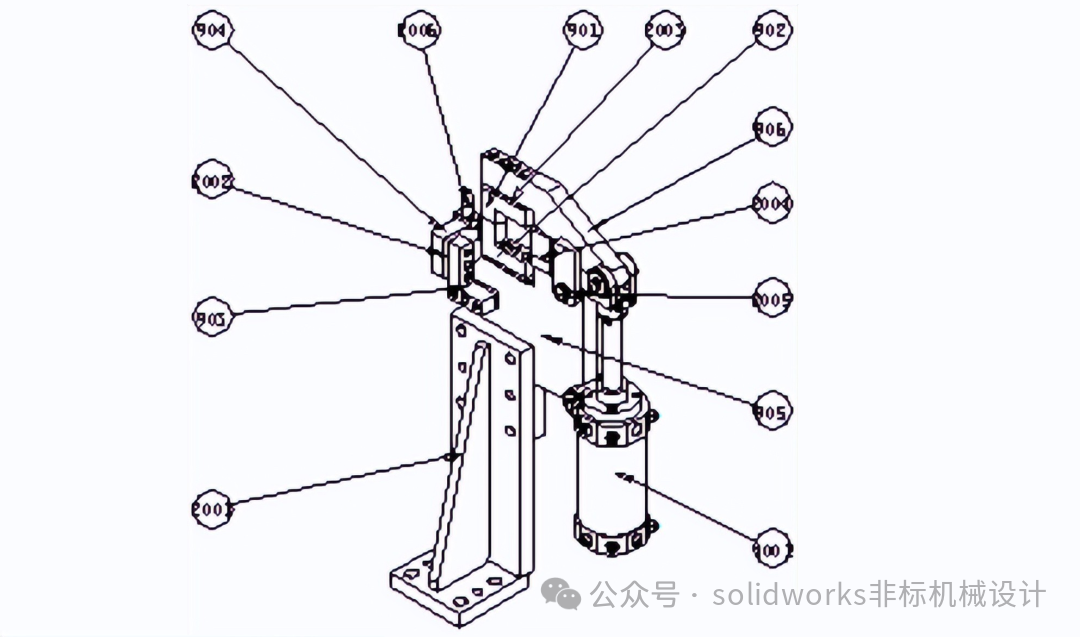
5.2 部装图中的标注需有:
①部装的外形尺寸、 ②气缸的行程等、 ③支座的高度、 ④垫片的厚度、 ⑤定位块的高度、 ⑥定位销的直径、⑦车线、⑧打开角度(打开状态应在*直观反映的视图中表达,其他视图均不需投影)、 ⑨气缸*大摆动角度。 ⑩轴类零件的装配图要求出剖视图, 并标出配合公差等。(部装图的主视图和总装图的主视图投影方向保持一致)
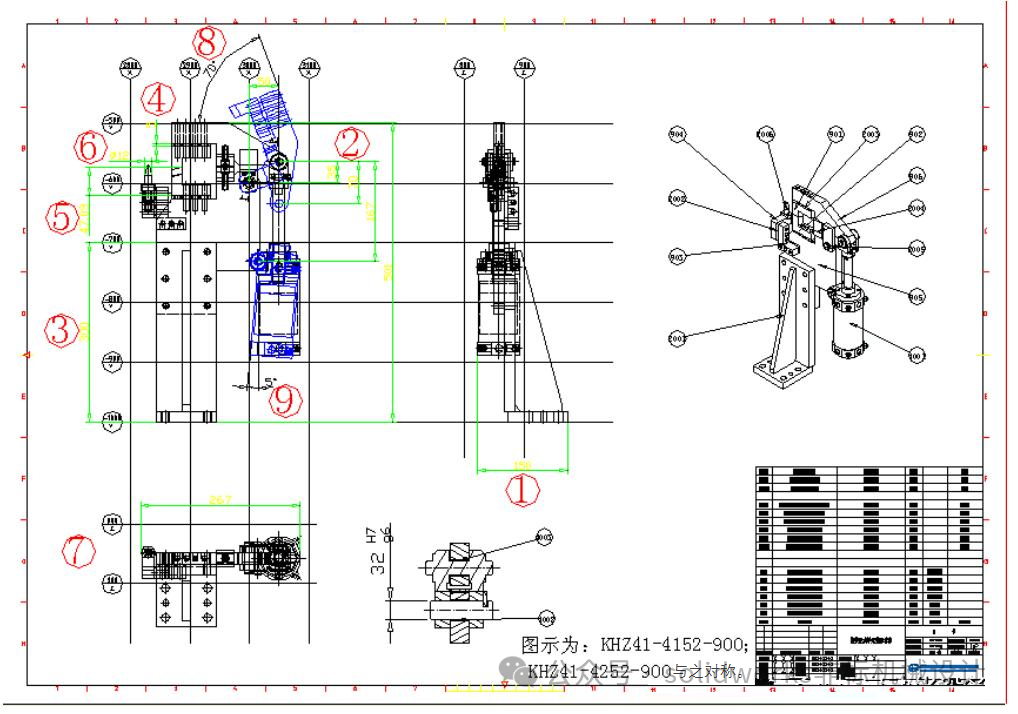
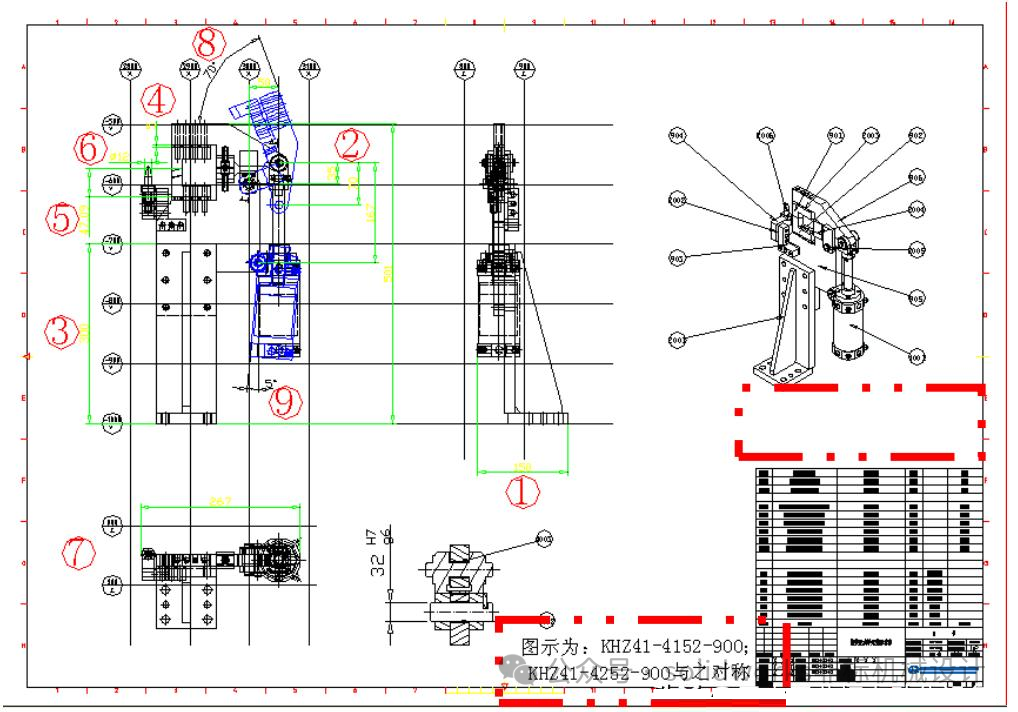
5.3 如部装左右对称,需在图示方框处标示出来。
5.4 明细表含:
①自制件、②标准件、③外购件, 明细表中自制件的序号需和指示线标示对应。
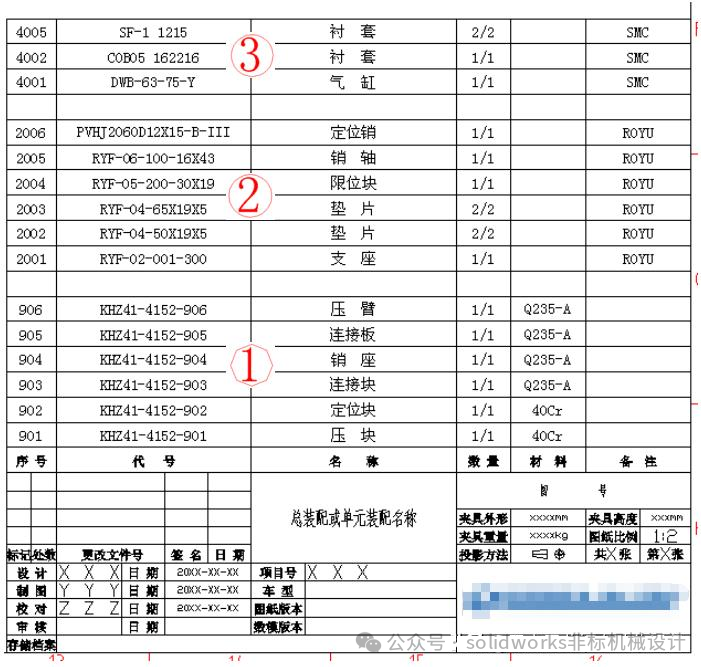
注:,明细表中不含螺钉螺母,对于不常用的国标件需在明细表中反映出来。如:大于 16的螺栓、 螺母、 细牙螺栓和螺母的等。如是对称件明细表中数量需填写 X/X,如不是对称件数量栏填写样式为 X,如是不完全对称备注栏需填写此件“仅左件” 或“仅右件” 等。 标准件序号从 2001 开始排,外购件序号从 4001 开始排。
6、关于零件图
6.1 焊接件
6.1.1 简单焊接件: 在一张图纸上反映所有尺寸。
6.1.2 复杂焊接件: 需要分多张图表示:
①下料图: 有加工面须留加工余量,设计板厚 20mm 以下留 3mm 的加工余量, 20mm 以上留 5mm 的加工余量。(可以使用简易标注: 板料的下料形状为方形的只需标出厚度×长度×宽度。 型材的下料也可采用简易标注。)
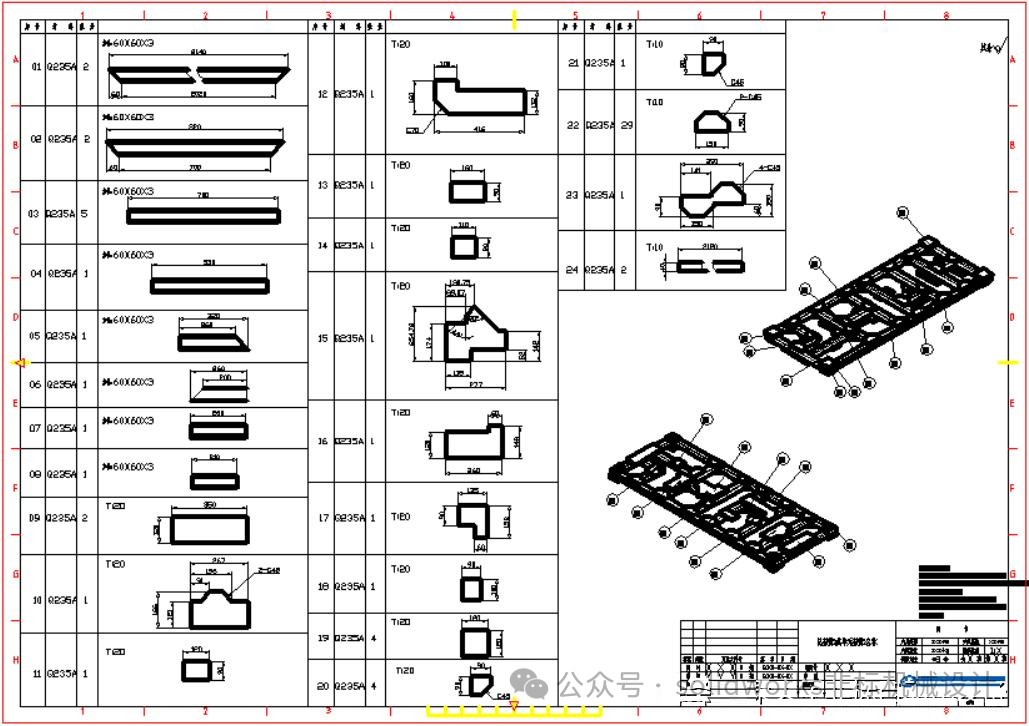
②焊接尺寸图(焊接基准选择大框架型材的非加工面)
③加工图:确认加工基准,所有加工尺寸都以加工基准标注, 对于孔较多,尺寸比较密集,孔位的尺寸用坐标法标出。
6.1.3 在图纸中有关焊接的规范(如:焊角及焊缝等) 不应标出,遵从常用的焊接规范。
6.1.4焊接件要有技术要求:
1) 焊接完毕机加工前,进行时效处理;
2) 去飞边毛刺;
3) 加工完毕后打上零件号;
4) 油漆要求两底一面,色标按客户要求。
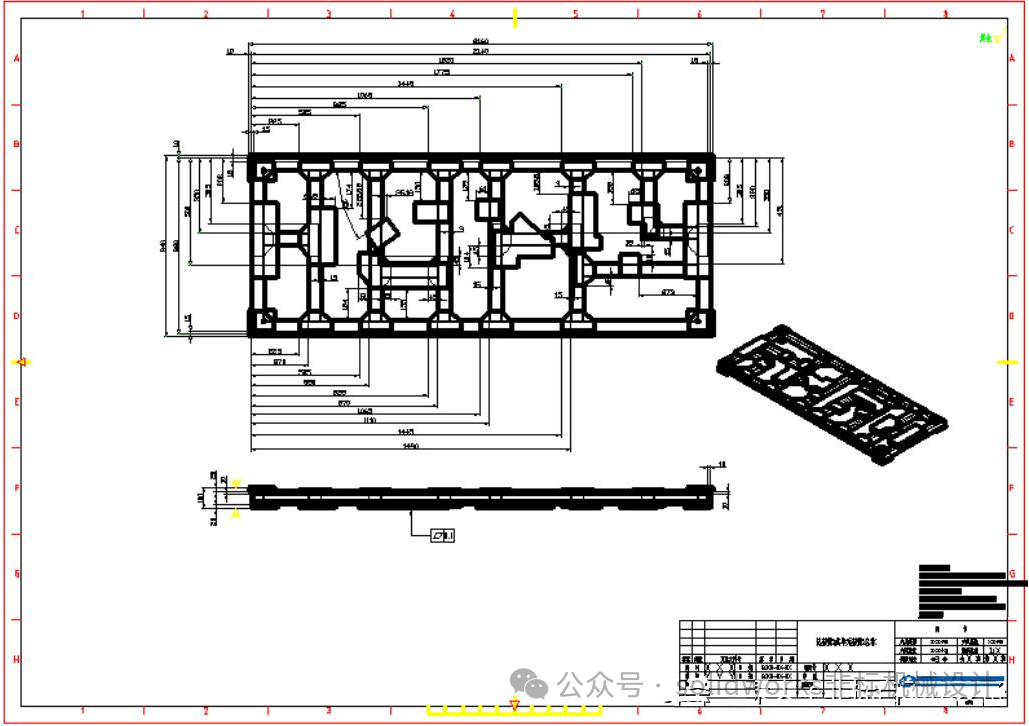
6.2 底板出图遵从
6.1.2 原则, 底板加工图另有如下要求:
①有百位线,打刻的坐标为 100 的整数倍,如果底板倾斜,不和车身坐标系垂直,则不标出百位线。
②至少要有两个视图, 且要反映出底板下面焊接的槽钢或方管的位置。
③底板的加工基准, 选取三个互相垂直的面作为加工基准,要在图纸标出。
④有孔位坐标值。
⑤有技术要求。
⑥有图纸对称信息。
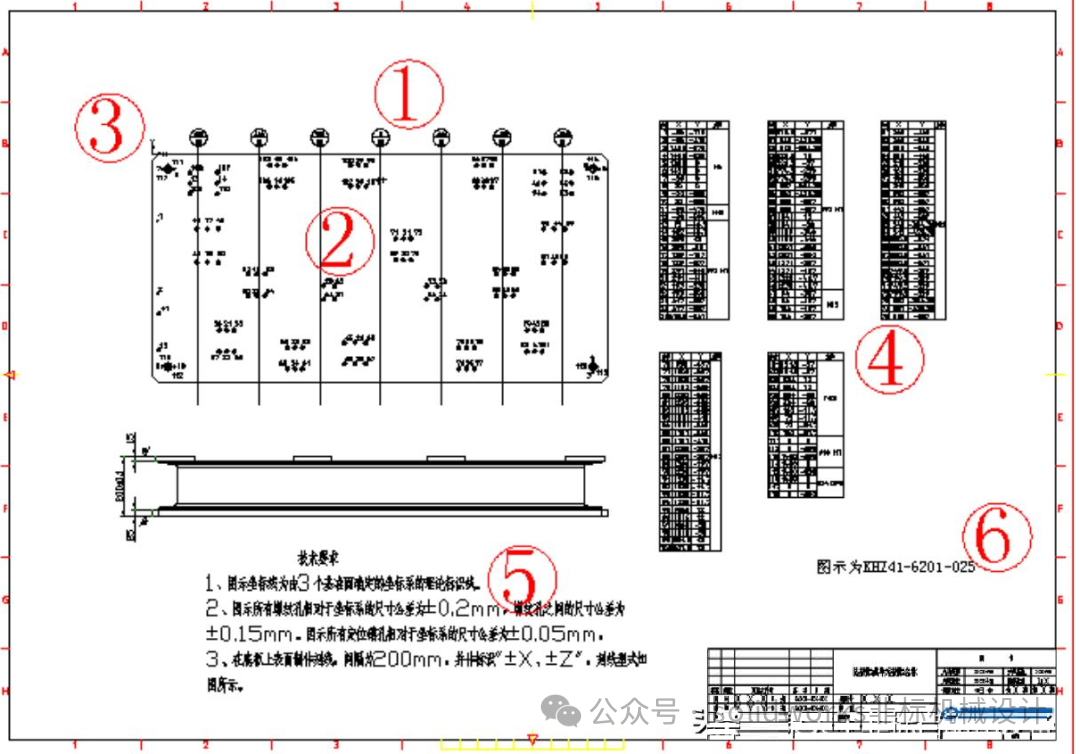
⑦底板背面孔位图(如地脚安装孔)。
6.3 打刻零件号的位置要求装配后仍可见,在零件的轴测图上指示出来。字高按照每个项目的要求。 对于左右对称的零件,由于左右零件均有独立的零件号,在打刻零件号时不必打 L或 R.
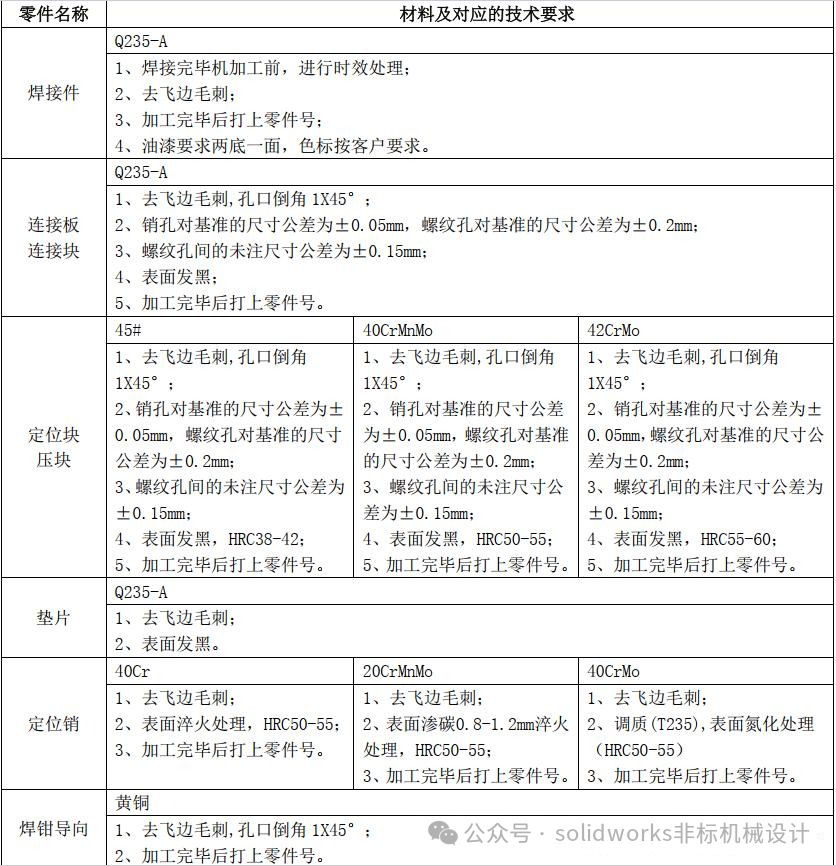
6.4 各类型零件材料及通用技术说明:
7、 关于制图的一些通用规定:
①各个视图要投影清楚且每张图纸都要有轴测图,轴测图要遵从机械制图投影方法,不得随意改变轴测图投影方向。零件图的投影方向须和部装图中的轴测图相对应。
②部装图的主视图、俯视图、左视图中不得有隐藏线。
③图层的管理,每种线型须放在和它相对应的图层里,不得修改图层设置,不得增加图层。
④所有的零件标注都须要有下料基准和加工基准, 尺寸标注清晰, 不得出现错标、漏标、封闭尺寸链等现象。
⑤所有下料尺寸、焊接尺寸不得出现小数。
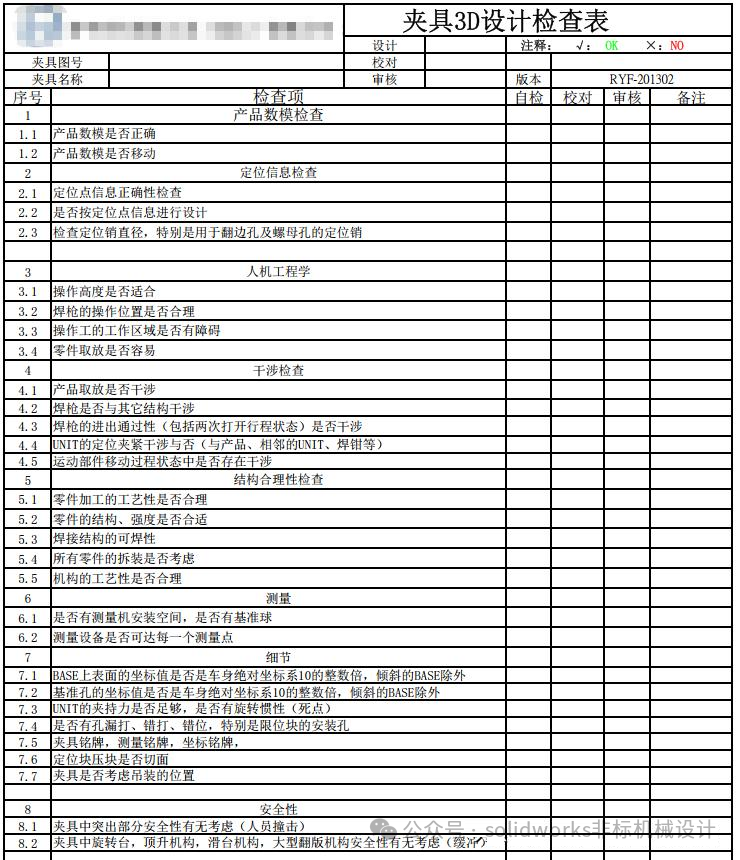
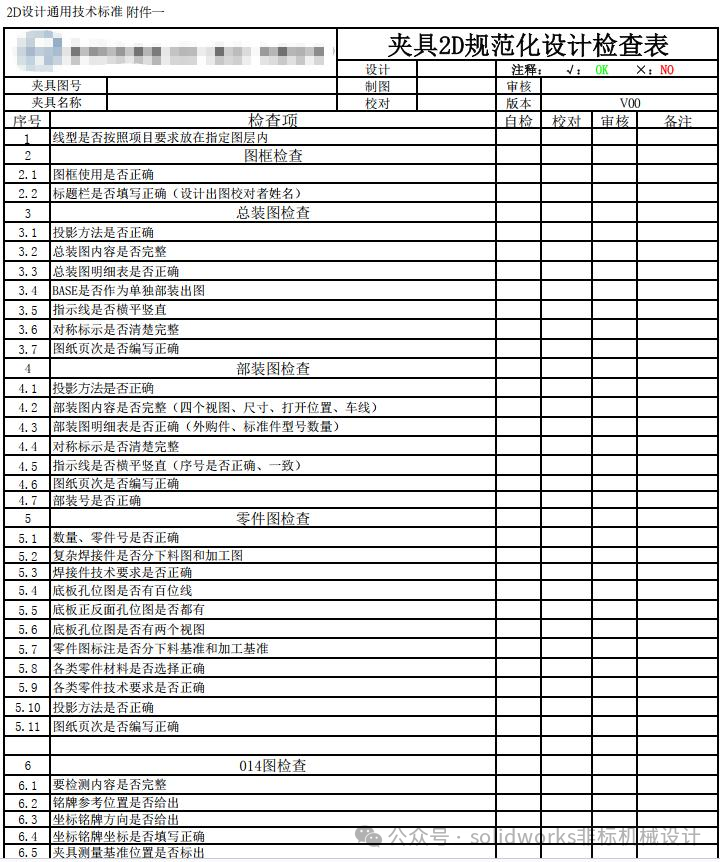
附件一: 夹具 2D 规范化设计检查表
3D 设计通用技术标准
总则:
本技术标准规范了 3D 工装夹具的设计要求,是所有设计者应遵循的准则和依据,客户有特殊要求的除外。
目的:
随着公司的发展,我们对 3D 设计的要求不断提升。 为了让我们的夹具设计更好的符合客户的要求, 同时在一定的程度上展现我公司的设计特点, 实现 3D 设计标准化、规范化、一致性, 特制定此 3D 设计通用技术标准。
3D 设计通用技术标准是在本公司一些设计标准规范的基础上,结合客户当前工装夹具的使用情况, 并广泛征求各方的意见而制定的。
适用范围:
焊装生产线设备的 3D 设计。
一、 常用夹具的构成及设计要求
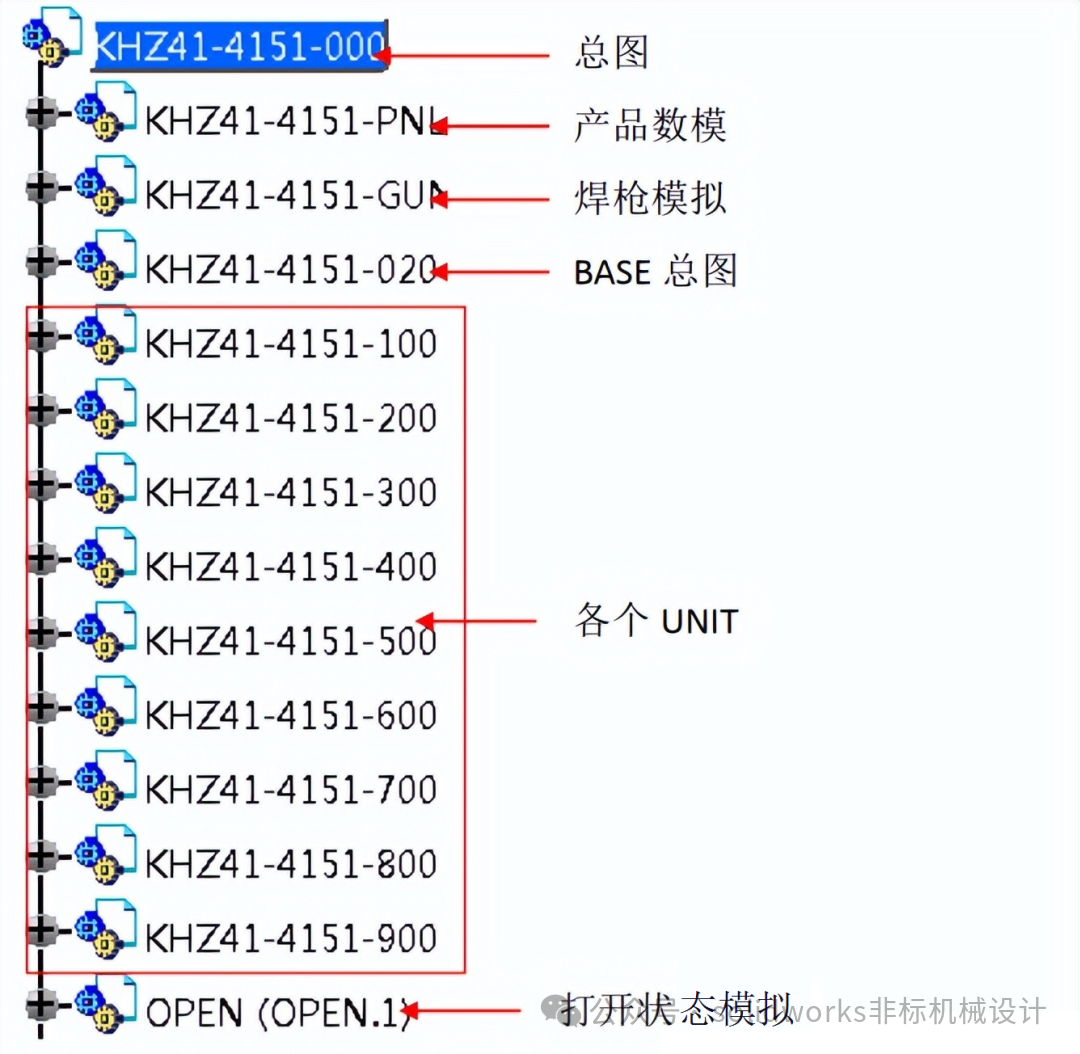
汽车焊装夹具 3D 的设计主要构成如下图所示:
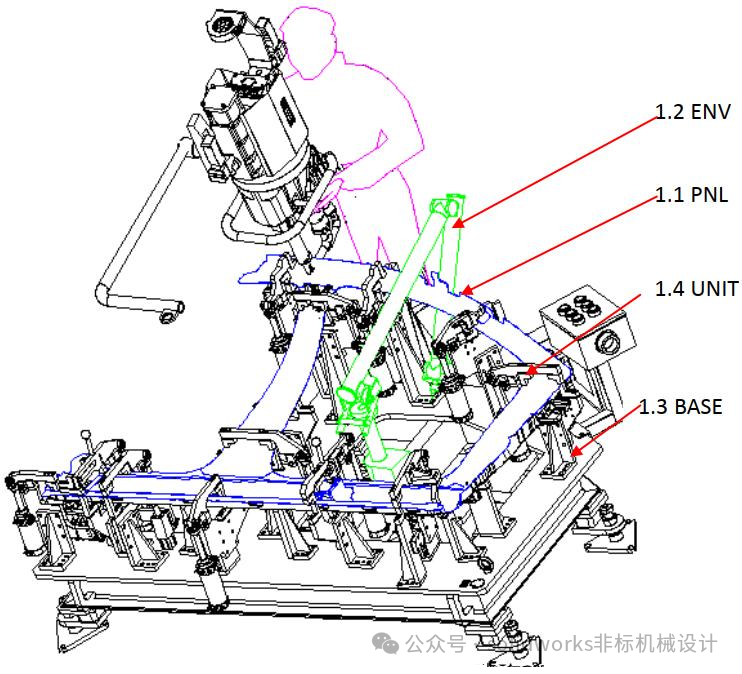
对各部分构成详细描述如下:
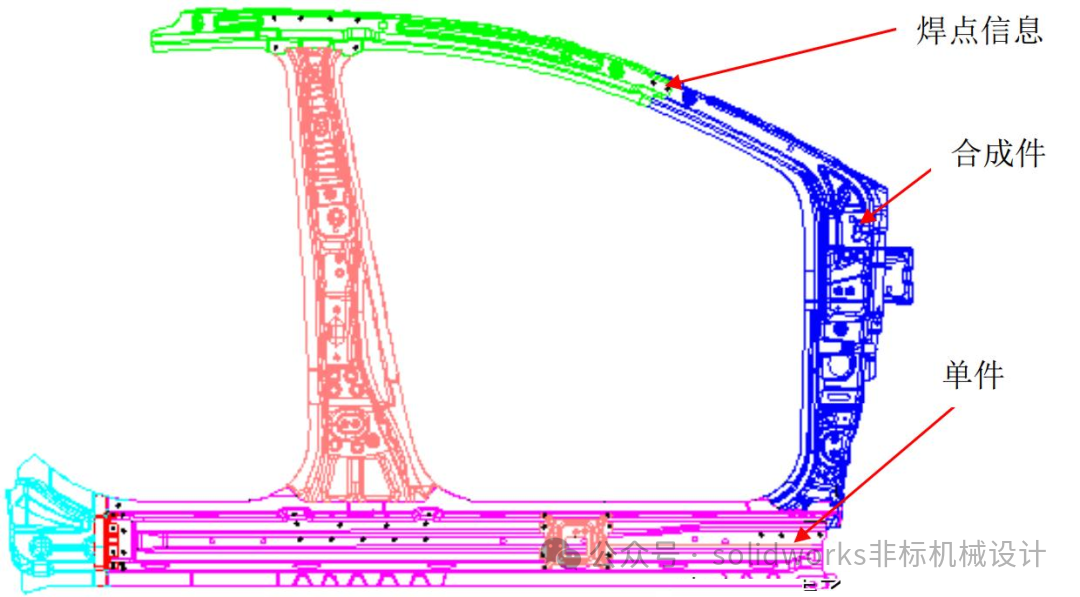
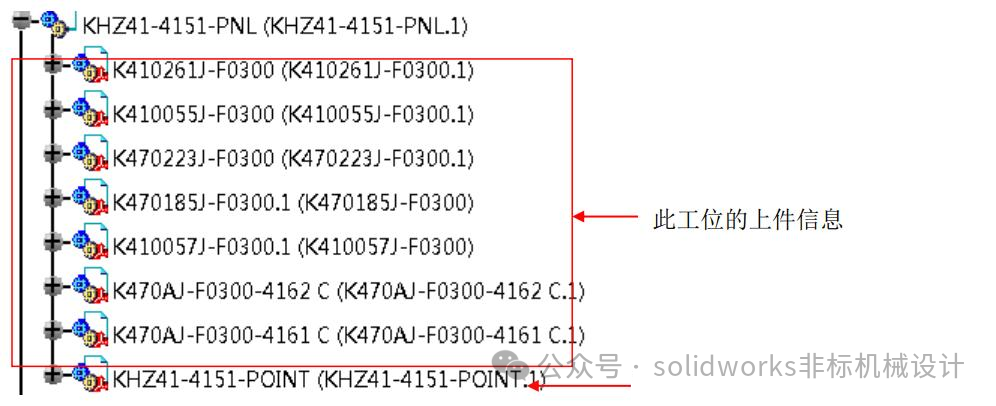
1.1 产品数模(PNL)
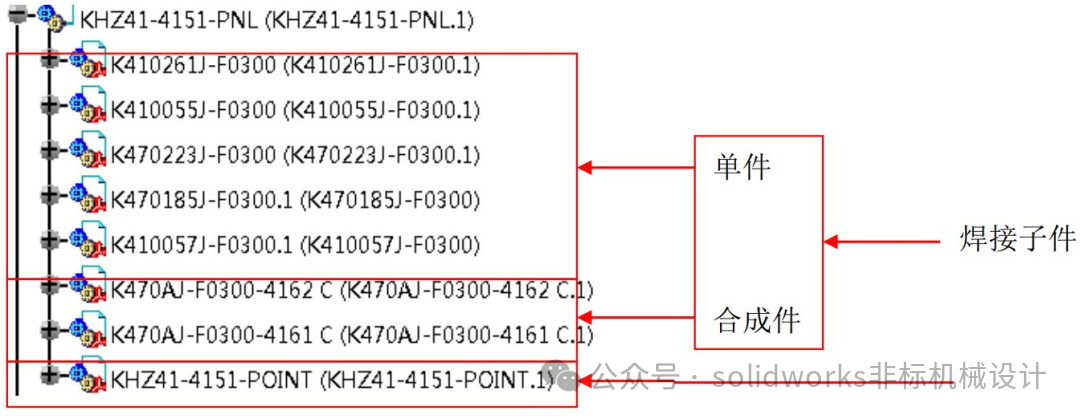
(1) 结构树由焊接子件和焊点信息组成。
(2)焊接子件包含单件和合成件
(3)各个焊接子件在 3D 设计中必须用不同的颜色进行区分
( 4) 焊点信息按照不同参数进行颜色区分,焊点球直径为 16
( 5)产品数模左右完全对称的,以左边设计为基准,设计完成后对称到右边检查干涉
( 6)产品数模不允许更改,不得做镜像处理
( 7)保证产品数模在车身坐标系下,不得移动,旋转。即使 BASE 需要倾斜,也要保证产品数模在车身坐标系下。
1.2 环境( ENV)
环境件主要包括焊枪、 测量球、 人机工程、基准机
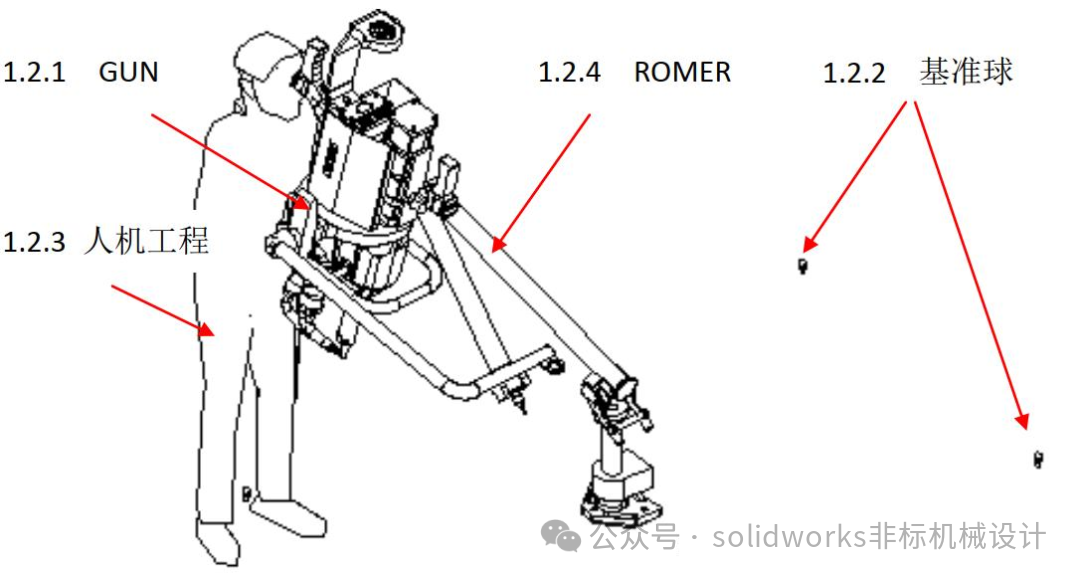
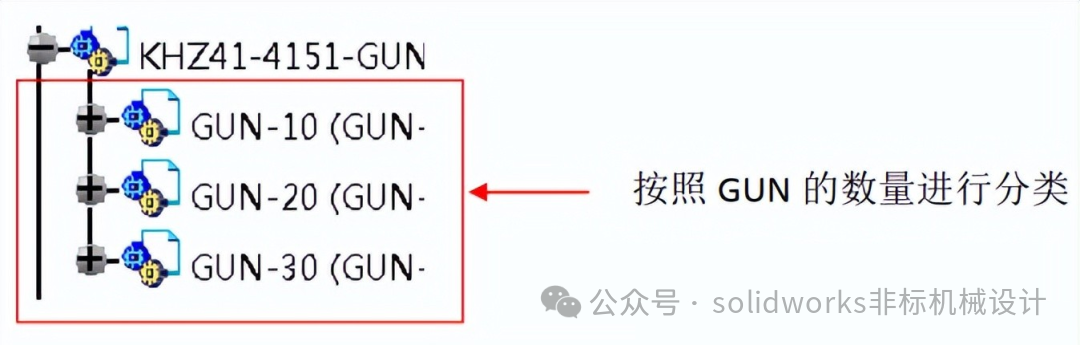
1.2.1 焊枪(GUN)
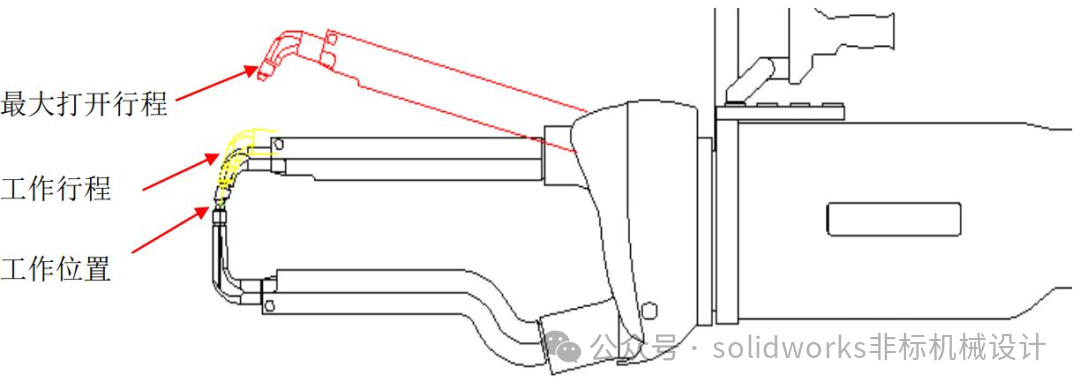
(1) 焊枪模拟中必须要包含焊枪的工作位置,工作行程,*大打开行程
(2) 焊枪模拟的三种状态要用颜色进行区分, 工作行程为黄色,*大打开行程为红色
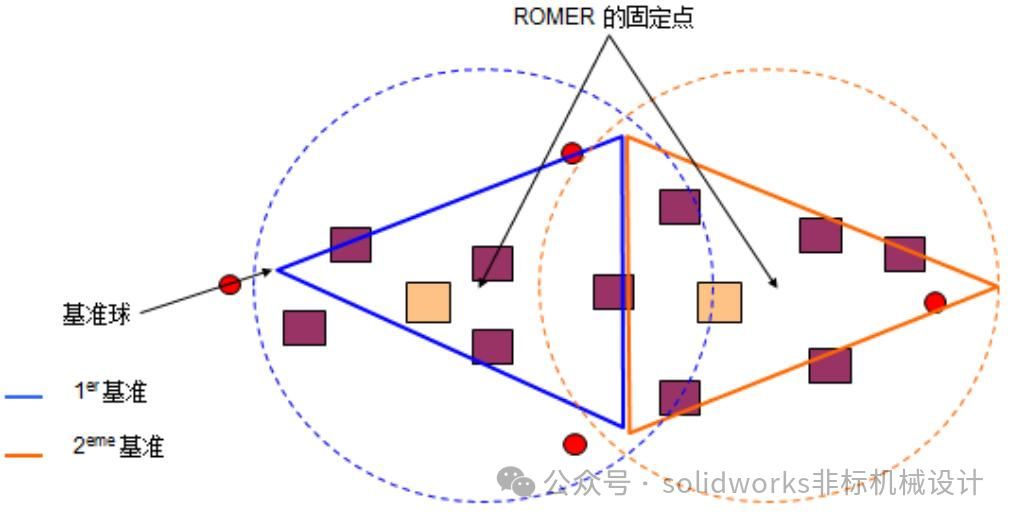
1.2.2 基准球
(1) *少有 4 个基准孔/基准球,且*大限度的覆盖表面面积
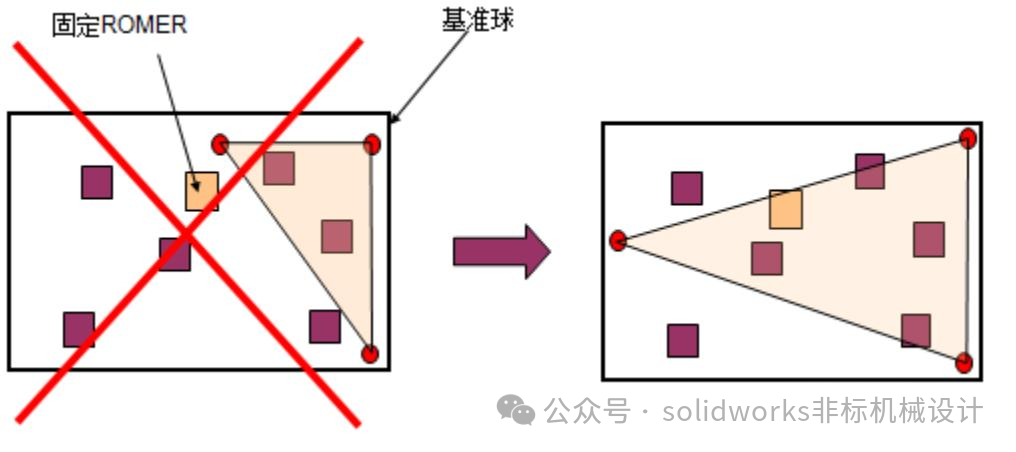
(2)对于大的工装,至少有两个测量球支架同处于多个不同的坐标系下
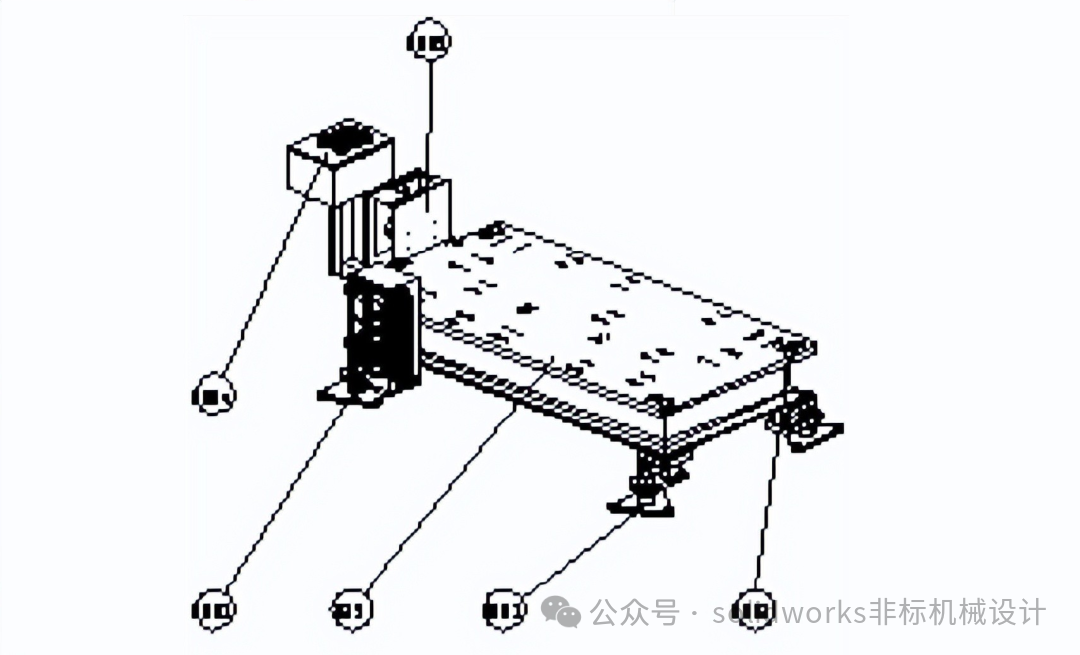
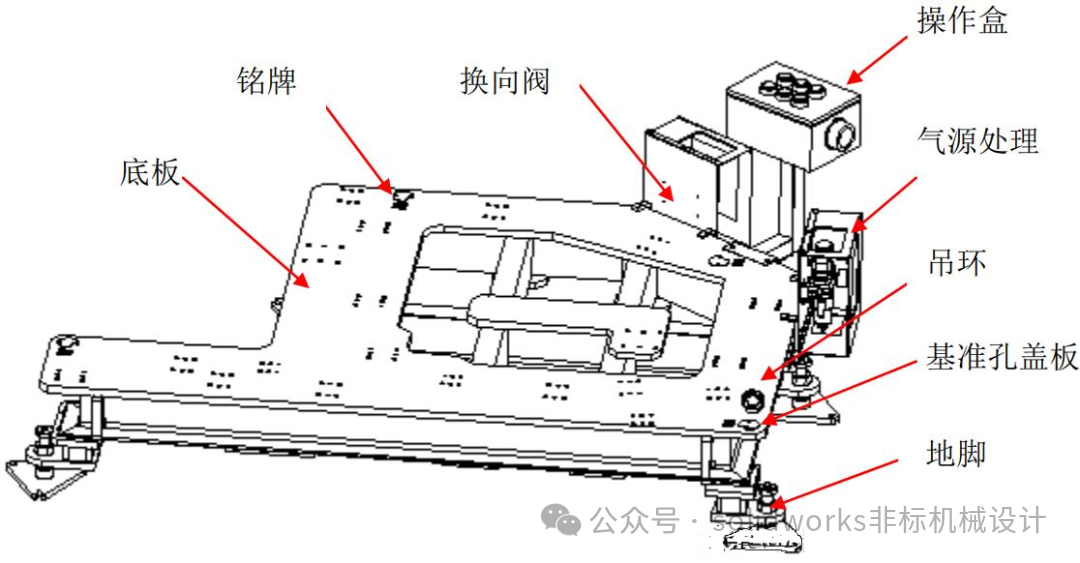
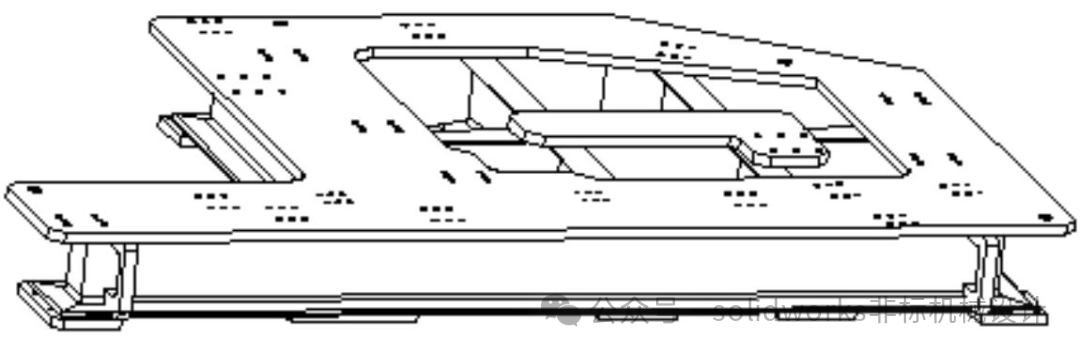
1.3 底板( BASE)
BASE 组件的构成如下图所示:
1.3.1 底板
(1) 夹具设计中作业高度应在 750mm-850mm 之间(具体数值参考技术规范), BASE 的高度的确立应遵循这一原则。
(2) 对于普通 BASE 来说,槽钢间距为不宜大于 800mm。
(3) 大型底板槽钢交错米字型布置, 开口向外。
(4)焊接接头外贴 20mm 厚板。
(5) BASE 的上表面的坐标值必须为车身坐标系 10 的整数倍,基准孔的坐标值也必须为 10 的整数倍。
(7) BASE 上的安装孔的坐标值必须为整数, UNIT 倾斜的情况除外。
(8) 基准孔的要求为 ø10H7 必要加盖板保护。
(9) 基准孔的分布与基准球保持一致
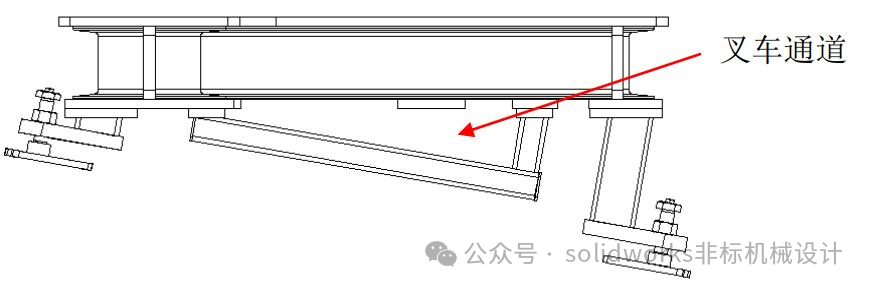
(10)夹具底板倾斜的时候,底板下应该添加叉车通道
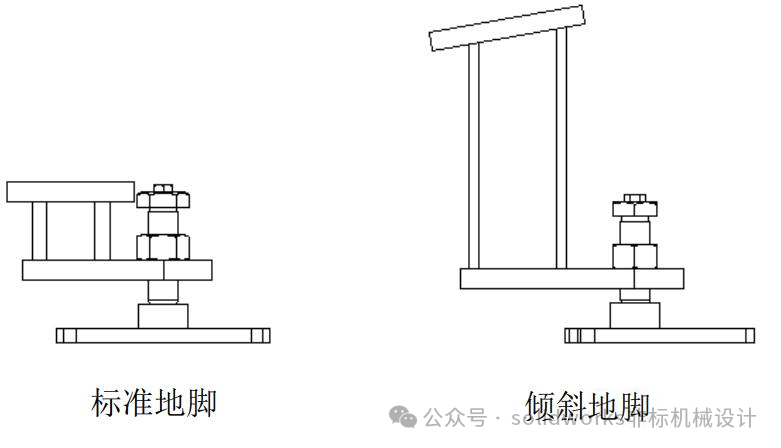
1.3.2 地脚
(1) 地脚一般采用标准件,
(2) 当地脚需要做成倾斜的时候,整体结构与标准件保持一致。
1.3.3 吊环
(1) 小型底板使用吊环,吊环所选的位置要合理,避免钢丝绳与夹具机构干涉
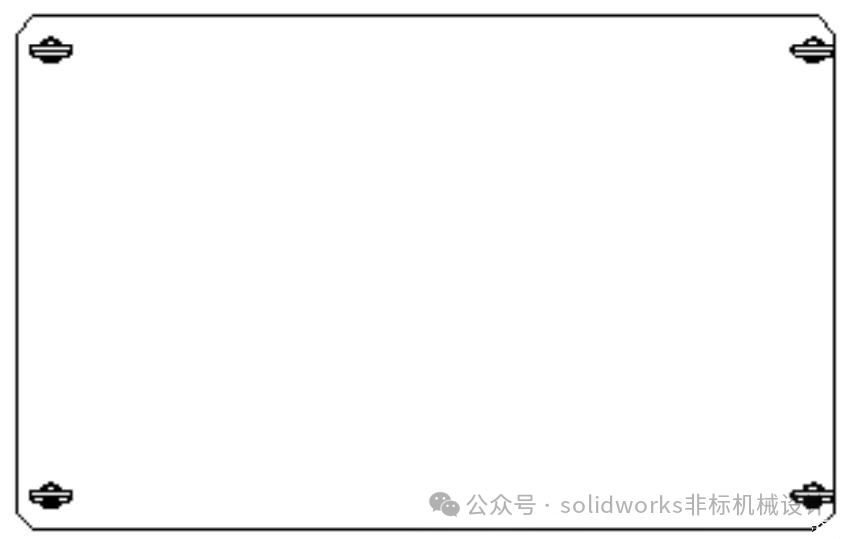
(2) 大型底板应使用吊耳
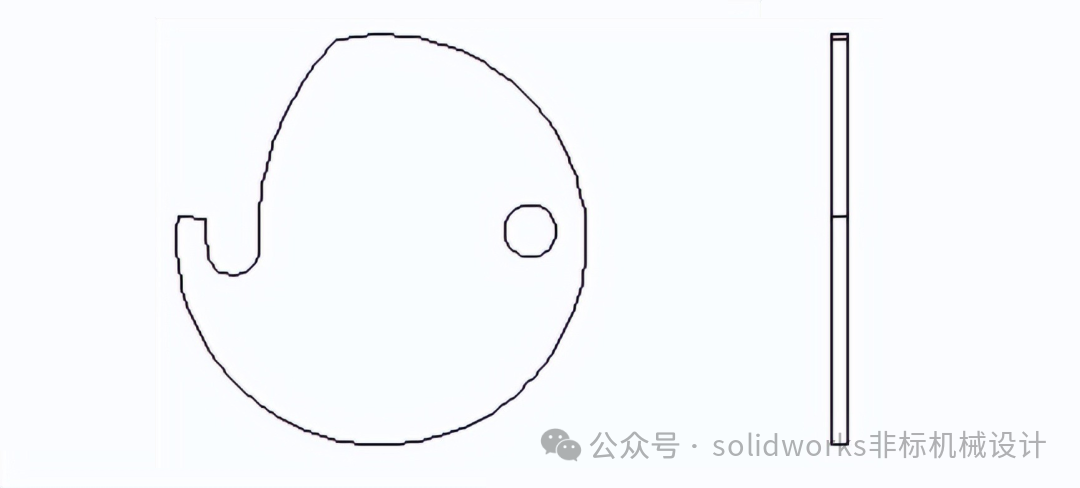
1.3.3 基准孔盖板
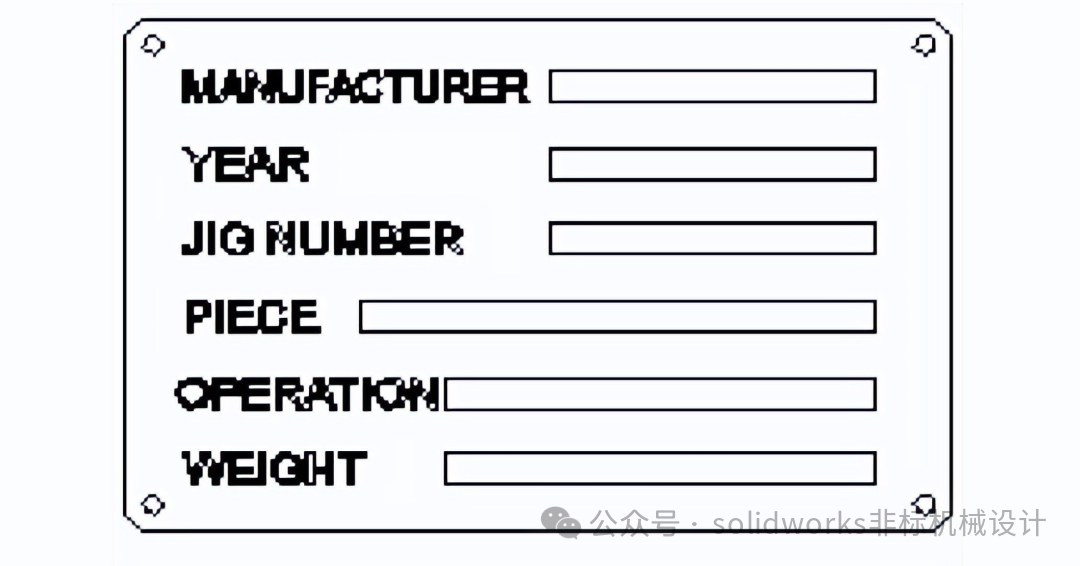
1.3.4 铭牌
(1)基准孔铭牌
(2)夹具标牌
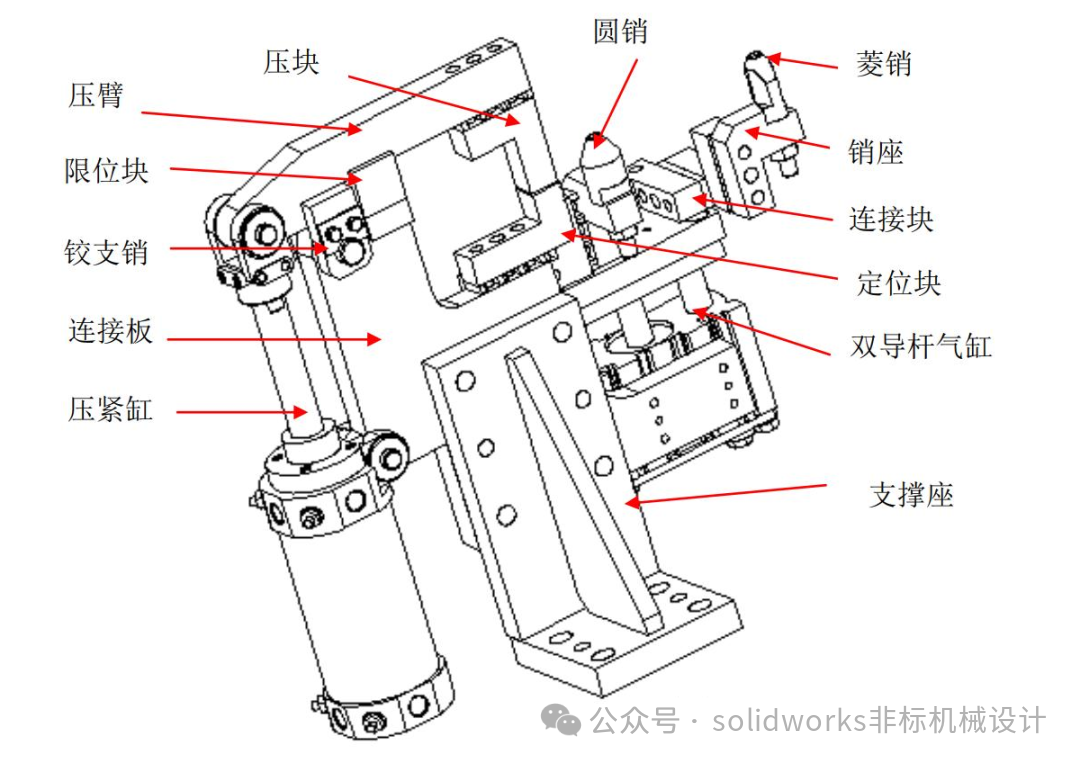
1.4 夹紧单元(UNIT)
1.4.1 UNIT 结构
(1) UNIT 单元内各个零件之间出运动模拟以外,不允许存在约束
(2) UNIT 之间不允许存在约束
(3) 每一个 UNIT 必须保证在坐标系下
(4) 3D 设计中,单个零件的设计必须要在一个草图内完成
(5) 零件的草图必须要在独立的平面内设计,不得与其余零件有所关联约束
(6) 焊接件的设计,必须是一个 part 文件,不允许使用 product 文件。零件中的每一个焊接子件,必须在单独的几何体里面,有多少子件就必须要有多少几何体。
(7) 各个零件中的孔位不得与其他零件关联
(8) 非特殊情况下(斜孔)的孔的位置必须与此零件的基准边保持在整数位置。
1.4.2 UNIT 中各个零件在 3D 中的颜色要求如下:
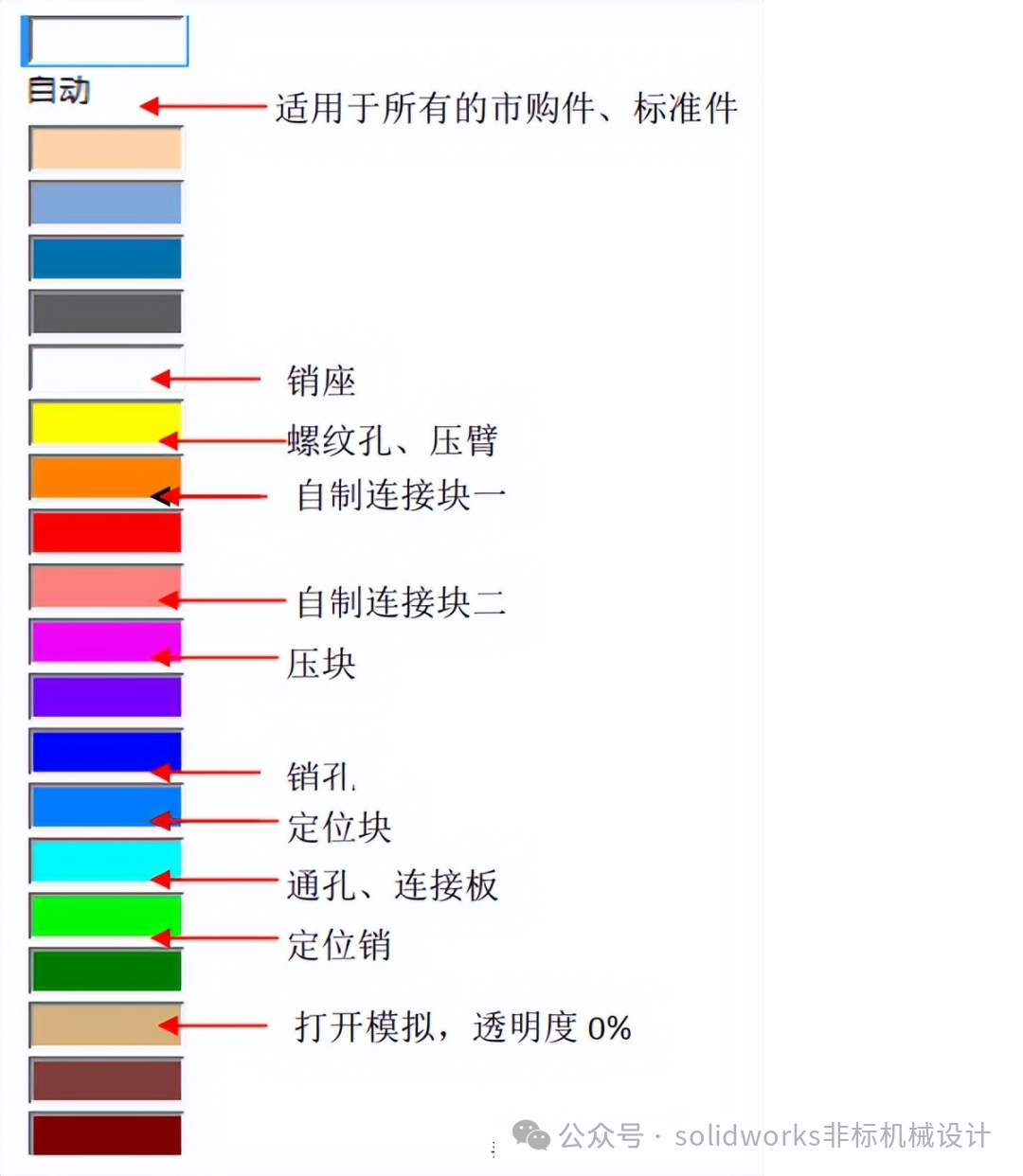
在 3D 中, 标准件、外购件不得更改其颜色。
1.4.3 UNIT 中打开模拟
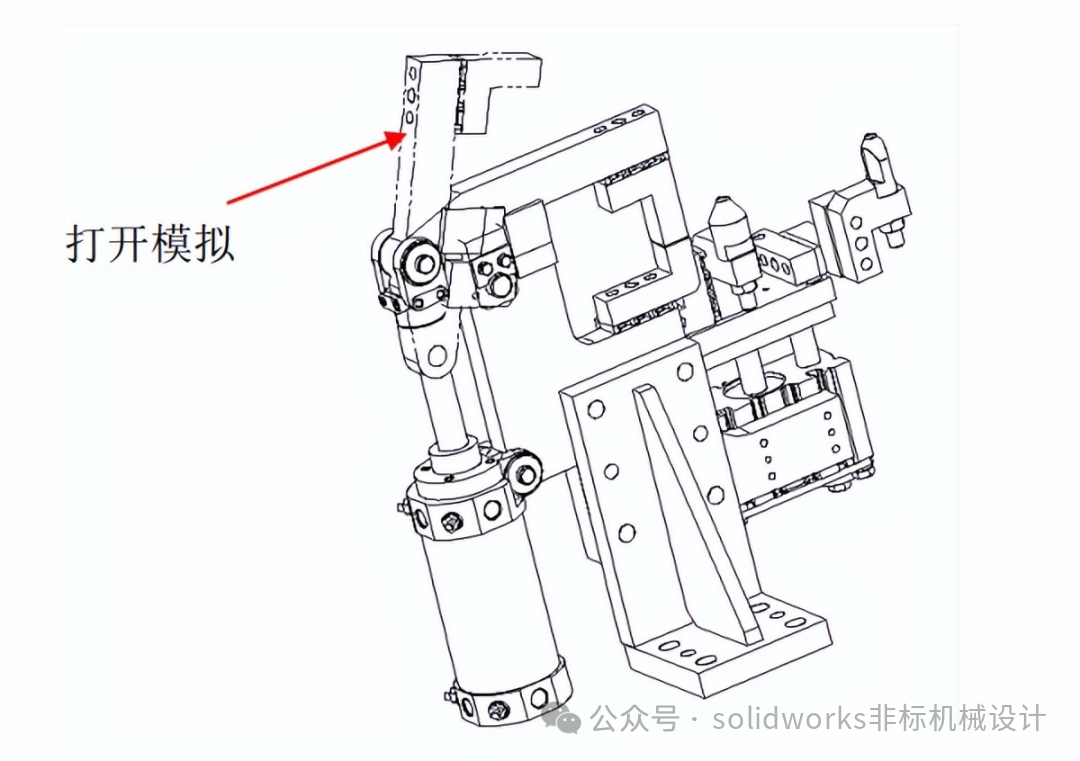
(1) 各个打开夹具机构必要在 3D 设计中显示打开模拟的状态
(2) 对于有顶升机构,滑块机构,前后,上下等移动机构,活动状态也要在 3D 中显示
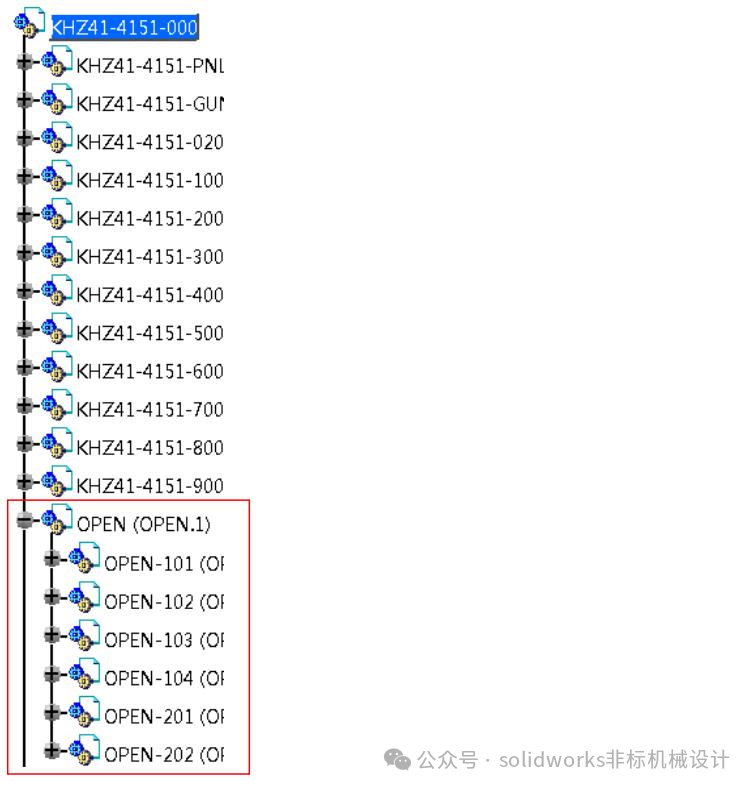
( 3) 模拟完成后,要在已经完成的 UNIT 后面插入一个 OPEN 的部装(如下图红框处)。模拟状态全部放入此 OPEN 部装中, OPEN 中的各个子集按照 UNIT 的顺序进行排列。
二、 文件管理
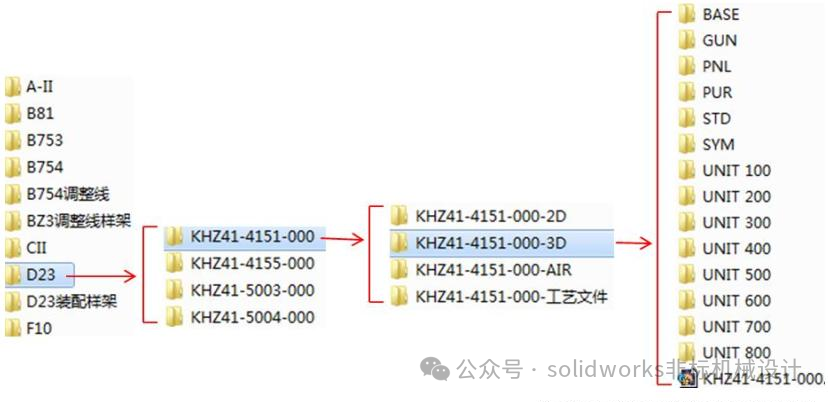
2.1 文件夹的命名
2.2 结构树的命名
2.2 .1 PNL 的命名
2.2 .2 GUN 的命名
2.2 .3 BASE 的命名
2.2 .4 UNIT 的命名
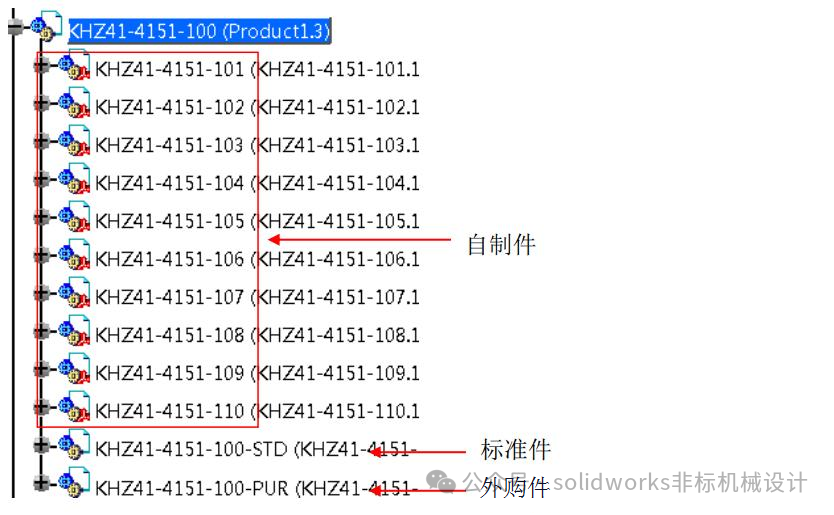
UNIT100 中, 自制件的零件号在 101-149 中依次排列, 不完全对称的零件在 151-199 中依次排列,并与 101-149 中相对应。 标准件后面+STD, 外购件后面+PUR。
2.3 文件命名规则
夹具中部装零件号的命名,一般是要按照客户提供的技术要求来, 若技术要求中有没有要求的,在该项目启动会的时候由项目经理统一作出要求。
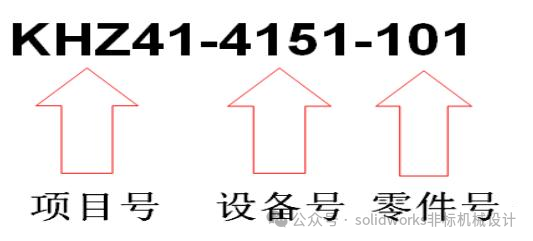
现在对于没有明确要求的项目,作出一个统一的命名规范: 项目号+设备号+PNL/GUN/UNIT/零件号。
2.4 镜像件的命名
2.4.1 以 UNIT100 为例,与 UNIT100 完全对称的部装件,表示为设备号+工位号+ UNIT/零件号+SYM+对称的零件号。

2.4.2 与 UNIT100 不完全对称的,不得标注为 SYM+零件号。当我们看到没有标注 SYM 的,都要进入此部装,查看是否有零件忘记出图了。
2.5 标准件,市购件的命名
对于标准件、 外购件,不得更改原有的名称
三、 3D 设计中通用规定
1.3D 设计中, 产品数模左右完全对称的,以左边设计为基准,设计完成以后,对称到右边检查干涉。
2.产品数模不允许更改,不得镜像处理。
3.保证产品数模在车身坐标系下,不得移动,旋转。即使夹具 BASE 需要倾斜, 也要保证产品数模在车身坐标系下。
4.产品数模以焊接子件为单位进行颜色区分,有几个焊接子件就有几种颜色。
5.所有活动部件必须要在 3D 设计中体现出打开状态并保证在运动过程中不出现干涉。
6.BASE 的上表面的坐标值必须为车身坐标系 10 的整数倍。基准孔的坐标值必须为 10的整数倍。 BASE 板上的安装孔的坐标值是整数
7.UNIT 单元内各个零件之间除运动模拟以外,不允许存在约束。 UNIT 之间不允许存在约束,每一个 UNIT 必须保证在坐标系下。
8.3D 设计中,单个零件的设计必须在一个草图内完成。 零件的草图必须要在独立的平面内设计,不得与其余零件有所关联约束。
9.焊接件的设计,必须是一个 Part 文件,不允许使用 Product 文件。零件中的每一个焊接子件, 必须在单独的几何体里面, 有多少个子件就必须要有多少个几何体。
10.各个零件中的孔位不得与其他零件关联。非特殊情况下(斜孔)的孔的位置必须与此零件的基准边保持在整数位置。
11.共 BASE 的夹具:共用的夹具 B,先设计完成后,在和 PNL 一起复制到需要共 BASE 的夹具 A 中去,作整体移动,保证共用夹具 A/B 单独打开,还是在汽车的坐标系中。
夹具3D设计标准 附件二