数 车 编 程 方 法
数控机床是按照零件加工程序对工件进行加工的。一个好的加工程序不仅能保证加工出符合要求的工件,还应能充分发挥数控机床的功能,使其安全、可靠、高效的运行。本节介绍数控车床编程的格式。
4.4.1 编程代码简介
在数控系统中,进行运动控制的指令用G代码(准备功能代码)和F代码(进给功能指令代码)控制。逻辑控制用M代码(辅助功能代码)、S 功能(主轴速度功能)和T 功能(刀具功能)指令。
关于G 代码和M 代码,ISO 和我国都有标准规定,GB/T 3208—1999与ISO1056— 1975等效。在标准中,分指定、不指定和永不指定三种情况。“不指定”为准备以后再指定,“永不指定”为厂家可自行指定。由于“指定”功能不多,再加上虽然“指定”了,厂家又重新定义的也不在少数,因此,各系统互不相同。即使是一个厂家的系统,车削和铣削系统也不尽相同,使得数控零件加工程序没有通用性,使用时要具体对待。
4.4.2 程序的组成与格式
每一种数控系统,根据系统本身的特点与编程的需求,都有一定的程序格式。对于不同的机床,其程序格式也不同,因此,编程人员必须严格按照机床说明书的格式进行编程,但程序的常规格式是相同的。
1.程序的组成
一个完整的程序由程序号、程序内容和程序结束三部分组成,如下所示:
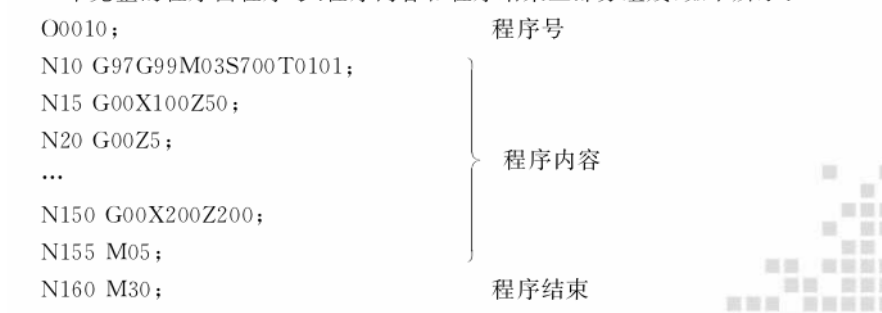
(1)程序号每一个存储在零件存储器中的程序都需要指定一个程序号来加以区分,这种用于区别零件加工程序的代号称为程序号。程序号是加工程序的识别标记,因此同一机床中的程序号不能重复。程序号写在程序的*前面,必须单独占用一行。
SIEMENS 系统中,程序号用字符“%”来代替“O”,有时还可以直接用英文字母开头的多字符程序名(如ANSA.MPF等)来代替程序号。FANUC系统序号的书写格式为
O×××× ,其 中O 为地址,其后为四位数字,数值从
O0000到09999,在书写时其数字前的零可以省略不写。如O0020 可写成O20。另外,需要注意的是,00000和O8000以后的程序号,有时在数控系统中有特殊的用途,因此在普通数控加工程序中应尽量避免使用。
(2)程序内容程序内容是整个程序的核心,它由许多程序段组成,每个程序段由一个或多个指令构成,它表示数控机床的全部动作。
(3)程序结束程序结束通过M 代码来实现,它必须写在程序的最后。
可以作为程序结束标记的M代码有M02和M30,它们代表零件加工主程序的结束。为了保证最后程序段的正常执行,通常要求M02(M30) 也必须单独占一行。
2.程序段的格式
(1)程序段基本格式程序段是程序的基本组成部分,每个程序段有若干个数据字构成,而数据字又由表示地址的英文字母、特殊文字和数字构成。如GO2、Z35等。
程序段格式是指一个程序段中字、字符、数据的排列、书写方式和顺序。通常情况下,程序段格式有字一地址程序段格式、使用分隔符的程序段格式、固定程序段格式三种。后面两种程序段格式除在线切割机床中的3B或 4B 代码中还能见到外,已很少使用了,所以下面主要介绍字一地址程序段格式。
字一地址程序段格式如下:
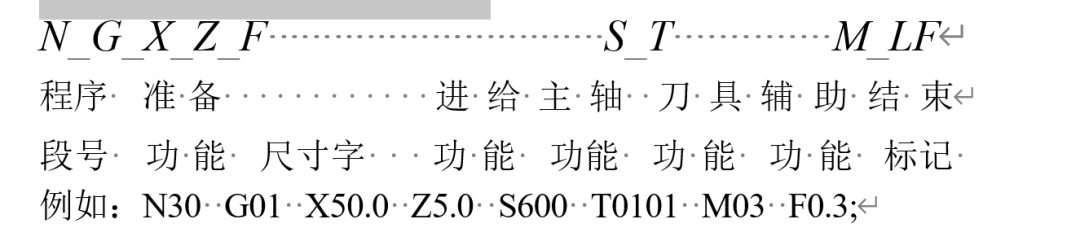
(2)程序段号与程序段结束程序段由程序段号N×× 开头,以程序段结束标记CR(或LF)结束,实际使用时,常用符号“;”或“*”表示CR( 或LF)。程序段的中间部分是程序段的内容,主要包括准备功能字、尺寸功能字、进给功能字、主轴功能字、刀具功能字、刀具功能字、辅助功能字等,但并不是所有程序段都必须包含所有功能字,有时一个程序段内可仅包含其中一个或几个功能字,如下列程序段都是正确的程序段。
N20 G01 X20.0 F0.2;
N30 M30;
N××为程序段号,由地址N和后面的若干位数字表示。在大部分系统中,程序段号仅作为“跳转”或“程序检索”的目标位置指示。因此,它的大小及次序可以颠倒,也可以省略。程序段在存储器内以输入的先后顺序排列,而程序的执行是严格按信息在存储器内的先后顺序一段一段地执行,也就是说执行的先后次序与程序段号无关。但是,当程序段号省略时,该程序段将不能作为“跳转”或“程序检索”的目标程序段。
程序段号也可以由数控系统自动生成,程序段号的递增量可以通过“机床参数”进行设置,一般可设定增量值为5或10。
(3)程序的斜杠跳转 有时,在程序段的前面有“/”符号,该符号称为斜杠跳跃符号,该程序段称为可以跳跃程序段。如下列程序段:
/N50 G00 X100.0 Z100.0;
这样的程序段,可以由操作者对程序段和执行情况进行控制。若操作机床使系统的“跳过程序段”信号生效,程序执行时将跳过这些程序段;若“跳过程序段”信号无效,程序段照常执行,该程序段和不加“/”符号的程序段相同。
(4)程序段注释为了方便检查、阅读数控程序,在许多数控系统中允许对程序进行注释,注释可以作为对操作者的提示显示在屏幕上,但注释对机床动作没有丝毫影响。程序的注释应放在程序的最后,并用“O” 括起来,不允许将注释插在地址和数字之间。如下程序段所示:
O1000;(PROGRAM NAME—A1)
主程序和子程序
在一个加工程序中,如果有几个连续的程序段完全相同(即一个零件中有几处的几何形状相同,或顺次加工几个相同的工件),为缩短程序,可将这些重复的程序段单独抽出,按规定的程序格式编成子程序,并存储在子程序存储器中。子程序以外的程序段为主程序,主程序在执行过程中,如需执行该子程序即可调用,并可多次重复调用,从而可大大简化编程工作。
本篇推荐我公司在售设备—(需要机床的可以联系我电13912920371或加微信chery0102,公司有大量机床,总有一款适合的可以联系我说出需求哈)
0177号
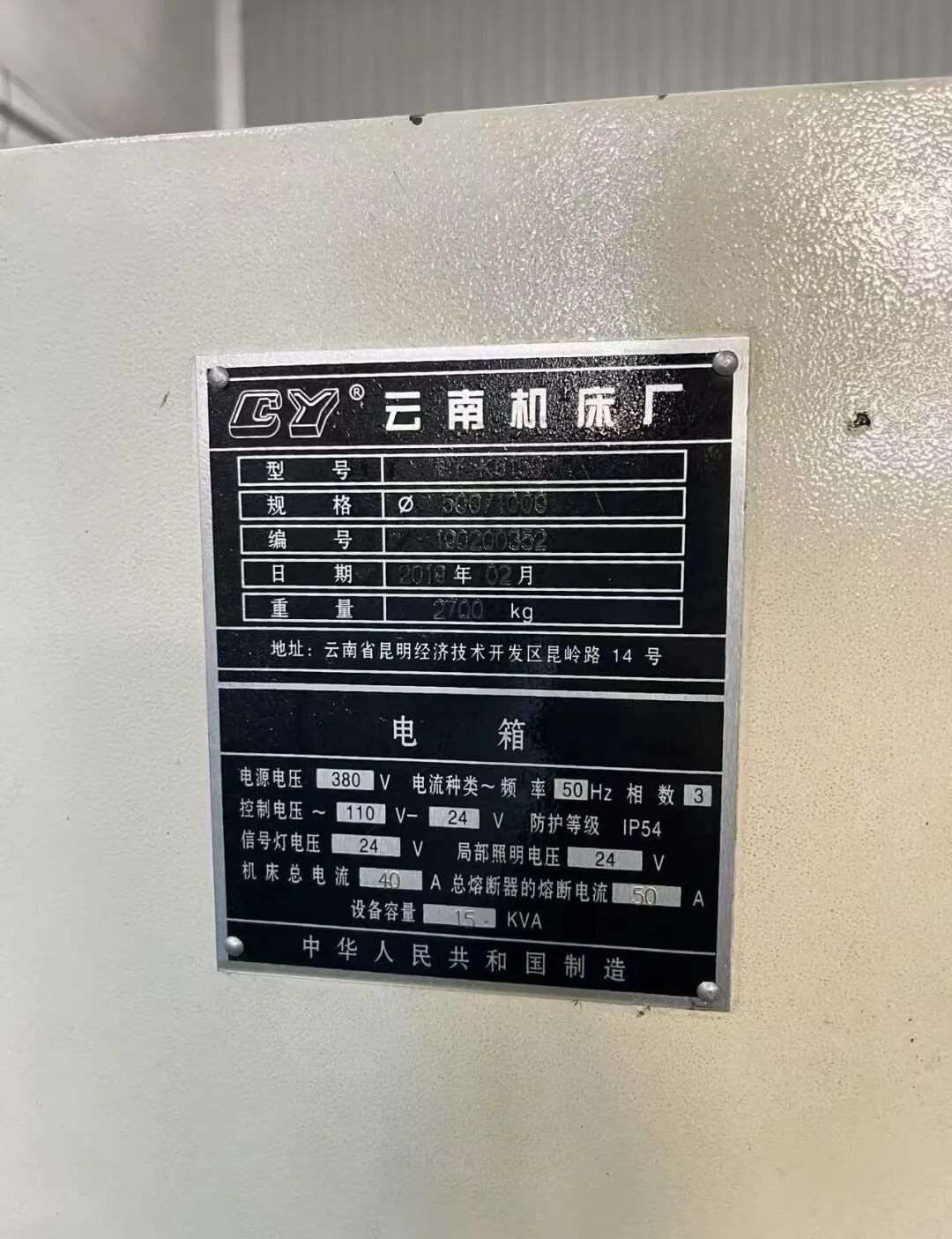
正宗云南6150B✖️1000重切削型数控车床,广数980TDC系统,配置10寸液压卡盘,机况,主轴三挡,挡内无级变速,整机质量过硬,无拆无修,试加工精度、光洁度非常漂亮,力道强劲,稳定耐用,价格实惠,接线生产,喜欢的朋友联系!
售5.1万