
数控车床高手都在用的编程套路!逐行拆解左右端螺纹加工程序,新手秒变老司机!
02/26
在制造业一线,数控车床是“钢铁裁缝”,而G代码就是它的语言。今天,我们就来逐行深度解析两段经典数控车削程序(左端+右端),带你从“看天书”到“读心术”,掌握FANUC系统下外圆、倒角、螺纹的完整加工逻辑!
无论你是刚入行的技校生,还是想提升效率的老师傅,这篇文章都值得收藏+转发!
一、整体结构:三刀流作战,分工明确!
两段程序都采用 “粗车 → 精车 → 螺纹”三阶段策略,分别使用:
- T0101 刀:粗精车外轮廓(主刀)
- T0202 刀:精车复走(提高表面质量)
- T0303 刀:专用螺纹刀(攻牙)
这种“分工协作”模式,是高效、高精度加工的黄金标准!
二、左端程序逐行爆破分析(N10–N350)
▶ 开场准备(N10–N40)
N10 G40 G97 G99 M03 S950 F0.4;
G40取消刀具半径补偿(安全起见,程序开头清零) G97恒转速模式(非恒线速),适合车削 G99进给单位为 mm/转(不是mm/min!) M03 S950主轴正转,950 rpm F0.4每转进给0.4mm —— 典型粗车参数
小贴士:粗车用低转速+大进给,保证切削力和排屑顺畅。
N20 T0101; // 换1号刀,调用1号刀补
N30 M08; // 打开切削液(降温+润滑)
N40 G00 X31. Z2.; // 快速定位到循环起点(X略大于毛坯,Z在端面前2mm)
▶ 粗车循环设定(N50–N60)
N50 G71 U1.5 R0.5;
N60 G71 P70 Q140 U0.3 W0.05;
G71是FANUC的外径粗车复合循环 U1.5每次背吃刀量1.5mm(径向) R0.5退刀量0.5mm(防撞刀) P70 Q140精加工路径从N70到N140 U0.3 W0.05留精车余量(X向单边0.3mm,Z向0.05mm)
⚠️ 注意:U值是直径方向余量!实际半径余量是0.15mm。
▶ 精加工路径定义(N70–N140)
这是*关键的轮廓描述段,虽用于粗车参考,但决定了最终形状!
N70 G00 X0.; // 快速走到中心(车端面起点)
N80 G42 G01 Z0.; // 启用右刀补,直线插补到工件端面(Z=0)
N90 X21.; // 车端面至Φ21(螺纹小径附近)
N100 X24. Z-1.5; // 倒角:从Φ21→Φ24,Z进-1.5(45°倒角)
N110 Z-36.; // 车Φ24外圆至Z=-36(螺纹长度)
N120 X28. S1250; // 扩展到Φ28,并提速至1250rpm(为后续精车铺垫)
N130 Z-141.; // 车Φ28长轴至总长141mm
N140 G40 X31.; // 取消刀补,退到安全X=31
高手细节:N120中中途改转速S1250!说明此处开始进入精细区域,提前升速为精车做准备。
▶ 粗车结束,换精车(N150–N250)
N180 M03 S1550 F0.2; // 主轴提速+进给减半(典型精车参数)
N190 T0202; // 换精车刀
N220 G70 P70 Q140; // G70精车循环,自动按N70–N140路径走一刀
G70会自动扣除G71留的余量,实现高光洁度表面。
▶ 螺纹加工(N260–N340)
N290 G00 X24. Z3.; // 定位到螺纹起点(Z=3,预留切入空间)
N300 G76 P021160 Q100 R50;
N310 G76 X21.4 Z-36. P1300 Q1000 F2.0;
G76是螺纹复合循环,比G92更智能 P02116002 = 精车次数2次 11 = 螺纹角度60°(11×5.625≈60) 60 = 刀尖角度60° Q100最小切深0.1mm(单位0.001mm) R50精车余量0.05mm X21.4螺纹小径(M24×2的标准小径≈21.4) F2.0导程2.0mm(即螺距2mm)
螺纹公式:小径 ≈ 大径 - 1.3×螺距 → 24 - 1.3×2 = 21.4 ✔️
三、右端程序对比分析(差异在哪?)
右端程序结构几乎相同,但有三大关键区别:
| 加工长度 | ||
| 螺纹位置 | ||
| 精车终点 |
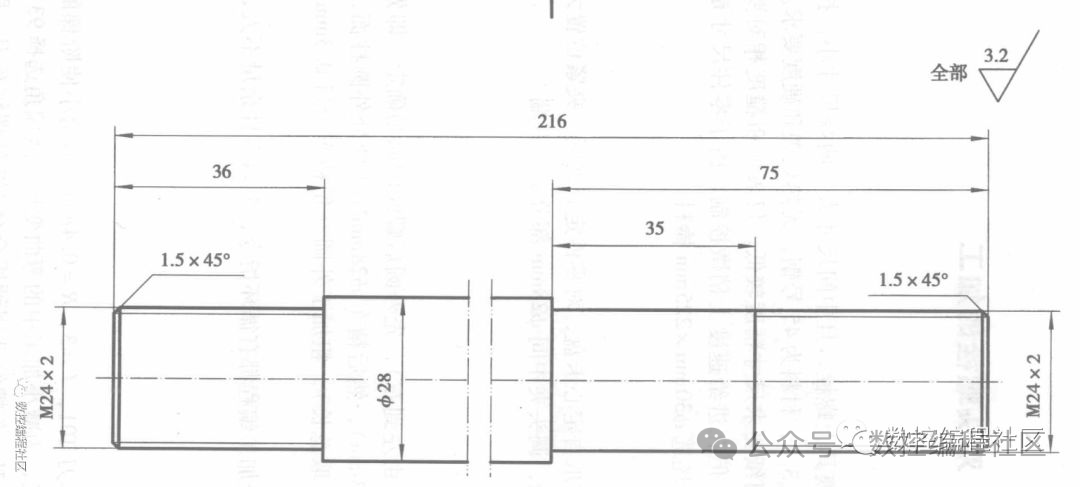
说明:这是同一零件的左右两端不同特征!左端是长轴+螺纹,右端是短轴+另一处螺纹。
四、高手总结:5个必须掌握的核心技巧
- G71/G70组合:粗精分离,效率与精度兼得。
- 刀具补偿时机:G42在轮廓起点开启,G40在退出前关闭。
- 螺纹用G76:自动分层、斜进刀,避免扎刀。
- 切削参数匹配:粗车(低速大进给)→ 精车(高速小进给)→ 螺纹(中低速恒进给)。
- 安全回退点:X100 Z100 是通用换刀点,避免碰撞。
五、写在最后
数控编程不是“背代码”,而是理解工艺逻辑。
这两段程序,看似简单,实则包含了外圆车削、端面加工、倒角、螺纹、刀补、循环六大核心技能!


