
机加工:精密制造的核心工艺
车削
CHE XUE
原理:工件旋转,车刀在平面内作直线或曲线运动来改变工件形状。这是*基本的加工方式,用于加工回转体零件,如轴、盘、套类零件。
应用案例:汽车发动机的曲轴,其轴颈部分通过车削加工达到精确的尺寸和良好的表面质量,为后续工序奠定基础。
精度范围:普通车削精度可达 IT8 - IT7,表面粗糙度 Ra 值在 1.6 - 3.2μm;精密车削精度可达到 IT6 - IT5,Ra 值可达 0.8 - 0.2μm。
车削工艺


铣削
XI XUE
原理:利用旋转的铣刀在工件上进行切削。有多种铣削方式,如周铣(铣刀圆周刃切削)和端铣(铣刀端面刃切削),可加工平面、沟槽、曲面等各种形状。
应用案例:在模具制造中,通过铣削加工型腔,使用不同类型的铣刀(如立铣刀、球头铣刀等)来获得复杂的形状。
精度范围:一般铣削精度能达到 IT9 - IT8,Ra 值为 3.2 - 1.6μm;精密铣削精度可达 IT7 - IT6,Ra 值为 0.8 - 0.2μm。


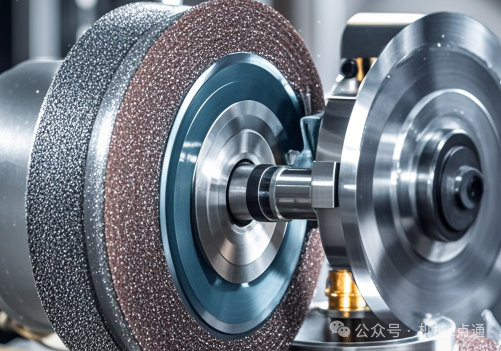
磨削
MO XUE
原理:使用砂轮作为切削工具,通过砂轮与工件的相对运动去除余量,主要用于提高表面质量和精度。
应用案例:高精度轴承的内外圈表面通过磨削加工,使表面粗糙度达到微米级,以保证轴承的旋转精度和使用寿命。
精度范围:普通磨削精度可达 IT7 - IT6,表面粗糙度 Ra 值在 0.8 - 0.2μm;超精密磨削精度可达 IT5 - IT4,Ra 值可达 0.025 - 0.01μm。

钻削与镗削
ZUAN XUE YU TANG XUE
钻削原理:钻头旋转并轴向进给,在工件上加工出孔。是*常见的孔加工方式。
镗削原理:镗刀在已有孔的基础上进行扩孔或修正,提高孔的精度和质量。
应用案例:在机械加工中,先通过钻削加工出初始孔,然后用镗削来保证孔的尺寸精度、形状精度和位置精度,如发动机缸体的气缸孔加工。
精度范围:钻孔精度一般为 IT10 - IT9,Ra 值为 12.5 - 6.3μm;镗孔精度可达 IT7 - IT6,Ra 值为 1.6 - 0.8μm。


钻削与镗销工艺


