
数控铣削加工综合举例
一、凸轮的数控铣削工艺分析及程序编制
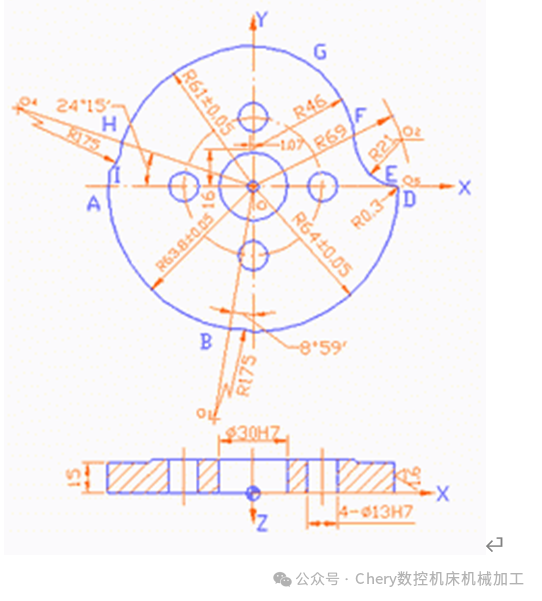
平面凸轮如图4.45所示。
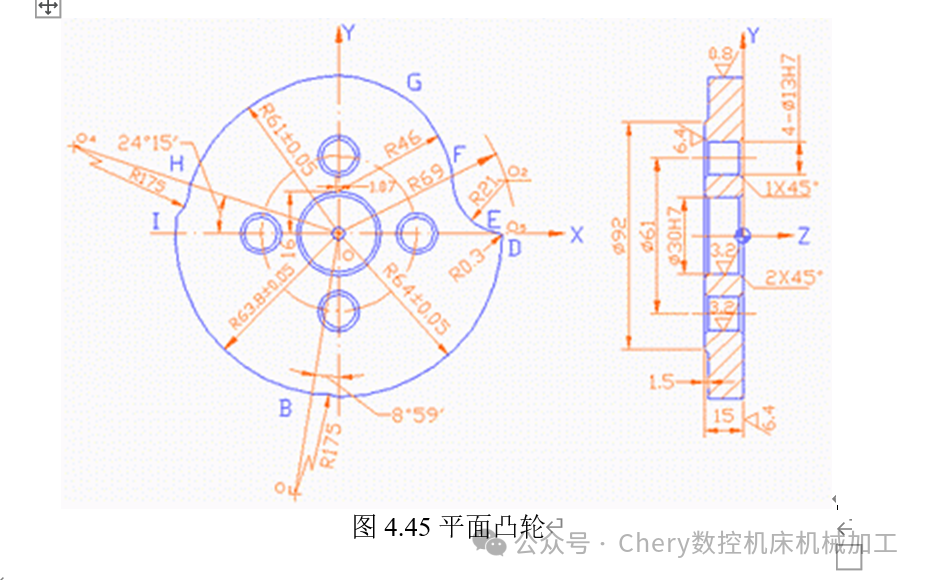
1、工艺分析
从图上要求看出,凸轮曲线分别由几段圆弧组成,Φ30孔为设计基准,其余表面包括4-Φ13H7孔均已加工。故取Φ30孔和一个端面作为主要定位面,在联接孔Φ13的一个孔内增加削边销,在端面上用螺母垫圈压紧。因为孔是设计和定位的基准,所以对刀点选在孔中心线与端面的交点上,这样很容易确定刀具中心与零件的相对位置。
2、加工调整
加工坐标系在X和Y方向上的位置设在工作台中间,在G53坐标系中取X=-400,Y=-100。Z坐标可以按刀具长度和夹具、零件高度决定,如选用Φ20的立铣刀,零件上端面为Z向坐标零点,该点在G53坐标系中的位置为Z=-80处,将上述三个数值设置到G54加工坐标系中。加工工序卡如表4.8所示。
表4.8数控加工工序卡
数控加工工序卡 | 零件图号 | 零件名称 | 文件编号 | 第 页 | ||||||||
NC 01 | 凸轮 |
|
| |||||||||
|
|
|
| |||||||||
工序号 | 工序名称 | 材料 | ||||||||||
50 | 铣周边轮廓 | 45# | ||||||||||
|
|
| ||||||||||
加工车间 | 设备型号 |
| ||||||||||
| XK5032 |
| ||||||||||
|
|
| ||||||||||
主程序名 | 子程序名 | 加工原点 | ||||||||||
O100 |
| G54 | ||||||||||
|
|
| ||||||||||
刀具半径补偿 | 刀具长度补偿 |
| ||||||||||
H01=10 | 0 |
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
工步号 | 工步内容 | 工装 |
| |||||||||
1 | 数控铣周边轮廓 | 夹具 | 刀具 |
| ||||||||
|
| 定心夹具 | 立铣刀φ20 |
| ||||||||
|
|
|
|
| ||||||||
|
| 更改标记 | 更改单号 | 更改者/日期 | ||||||||
|
|
|
|
| ||||||||
工艺员 |
| 校对 |
| 审定 |
| 批准 |
| |||||
3.数学处理
该凸轮加工的轮廓均为圆弧组成,因而只要计算出基点坐标,就可编制程序。在加工坐标系中,各点的坐标计算如下:
BC弧的中心O1点:X=-(175+63.8)sin8°59′=-37.28
Y=-(175+63.8)cos8°59′=-235.86
EF弧的中心O2点: X2+Y2=692
(X-64)2+Y2=212
解之得 X=65.75,Y=20.93
HI弧的中心O4点: X=-(175+61)cos24°15′=-215.18
Y=(175+61)sin 24°15′=96.93
DE弧的中心O5点: X2+Y2=63.72
(X-65.75)2+(Y-20.93)2=21.302
解之得 X=63.70,Y=-0.27
B点: X=-63.8sin8°59′=-9.96
Y=-63.8cos8°59′=-63.02
C点: X2+Y2=642
(X+37.28)2+(Y+235.86)2=1752
解之得 X=-5.57,Y=-63.76
D点: (X-63.70)2+(Y+0.27)2=0.32
X2+Y2=642
解之得 X=63.99,Y=-0.28
E点: (X-63.7)2+(Y+0.27)2=0.32
(X-65.75)2+(Y-20.93)2=212
解之得 X=63.72,Y=0.03
F点: (X+1.07)2+(Y-16)2=462
(X-65.75)2+(Y-20.93)2=212
解之得 X=44.79,Y=19.60
G点: (X+1.07)2+(Y-16)2=462
X2+Y2=612
解之得 X=14.79,Y=59.18
H点: X=-61cos24°15′=-55.62
Y=61sin 24°15′=25.05
I点: X2+Y2=63.802
(X+215.18)2+(Y-96.93)2=1752
解之得 X=-63.02,Y=9.97
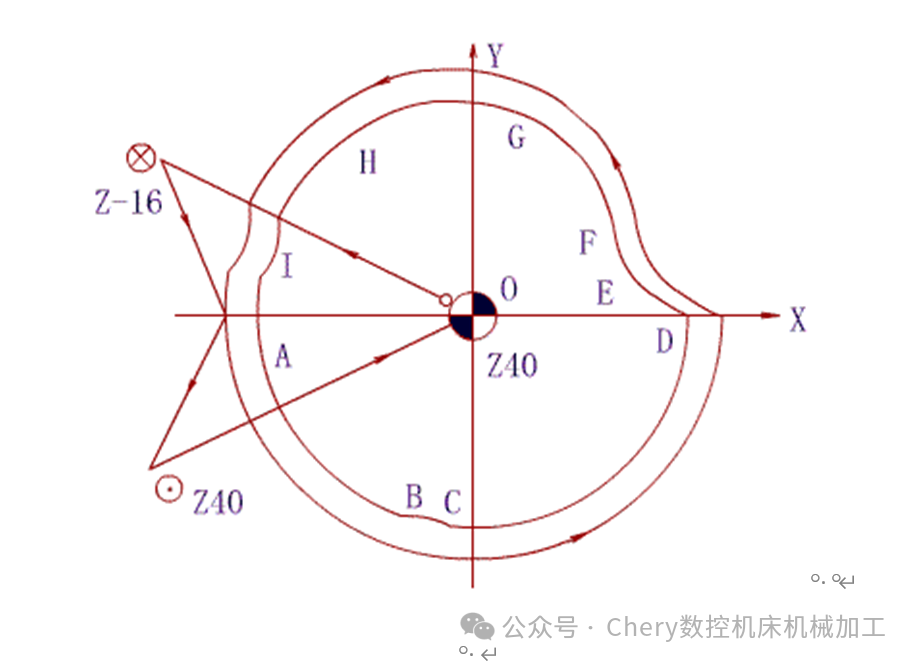
根据上面的数值计算,可画出凸轮加工走刀路线图。如表4.9所示。
表4.9数控加工走刀路线图
数控加工走刀路线图 | 零件图号 | NC01 | 工序号 |
| 工步号 |
| 程序号 | O100 | |||||||||||||||
机床型号 | XK5032 | 程序段号 | N10~N170 | 加工内容 | 铣周边轮廓 | 共1页 | 第 页 | ||||||||||||||||
| |||||||||||||||||||||||
符号 | ⊙ |
| |
| → |
| |
| | ||||||||||||||
含义 | 抬刀 | 下刀 | 编程原点 | 起刀点 | 走刀方向 | 走刀线相交 | 爬斜坡 | 铰孔 | 行切 | ||||||||||||||



4、编写加工程序
凸轮加工的程序及程序说明如下:
N10 G54 X0 Y0 Z40 //进入加工坐标系
N20 G90 G00 G17 X-73.8 Y20 //由起刀点到加工开始点
N30 G00 Z0 //下刀至零件上表面
N40 G01 Z-16 F200 //下刀至零件下表面以下1mm
N50 G42 G01 X-63.8Y10 F80 H01 //开始刀具半径补偿
N60 G01 X-63.8 Y0 //切入零件至A点
N70 G03 X-9.96 Y-63.02 R63.8 //切削AB
N80 G02 X-5.57 Y-63.76 R175 //切削BC
N90 G03 X63.99 Y-0.28 R64 //切削CD
N100 G03 X63.72 Y0.03 R0.3 //切削DE
N110 G02 X44.79 Y19.6 R21 //切削EF
N120 G03 X14.79 Y59.18 R46 //切削FG
N130 G03 X-55.26 Y25.05 R61 //切削GH
N140 G02 X-63.02 Y9.97 R175 //切削HI
N150 G03 X-63.80 Y0 R63.8 //切削IA
N160 G01 X-63.80 Y-10 //切削零件
N170 G01 G40 X-73.8 Y-20 //取消刀具补偿
N180 G00 Z40 //Z向抬刀
N190 G00 X0 Y0 M02 //返回加工坐标系原点,结束
参数设置:H01=10;
G54:X=-400,Y=-100,Z=-80。
二、应用宏功能指令加工空间曲线
有一空间曲线槽,由两条正弦曲线Y=35sinX和Z=5sinX迭加而成,刀具中心轨迹如图4.46所示。槽底为r=5mm的圆弧。为了方便编制程序,采用粗微分方法忽略插补误差来加工。以角度X为变量,取相邻两点间的X向距离相等,间距为0.5°,然后用正弦曲线方程Y=35sinX和Z=5sinX分别计算出各点对应的Y值和Z值,进行空间直线插补,以空间直线来逼近空间曲线。加工时采用球头铣刀(r=5mm)在一平面实体零件上铣削出这一空间曲线槽。加工坐标系设置见图4.47。
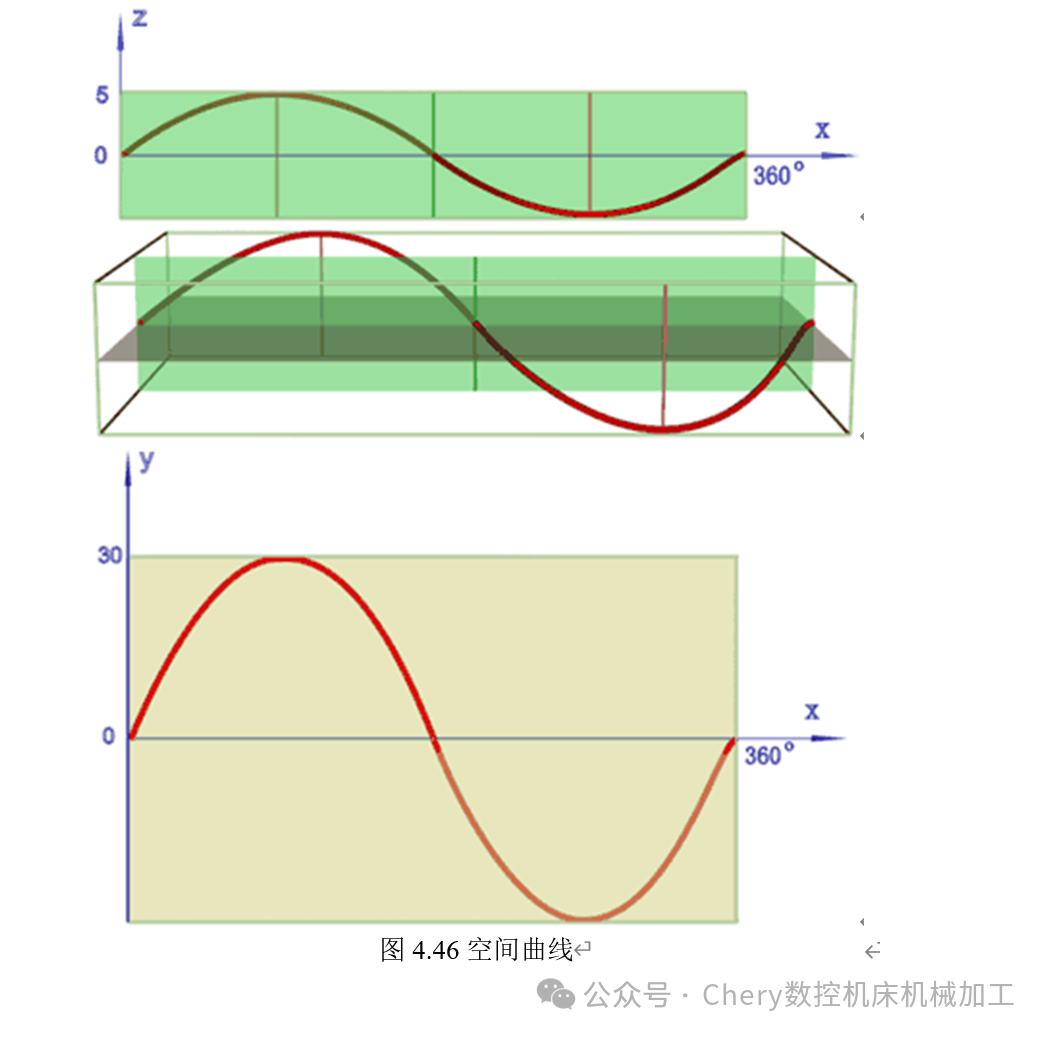
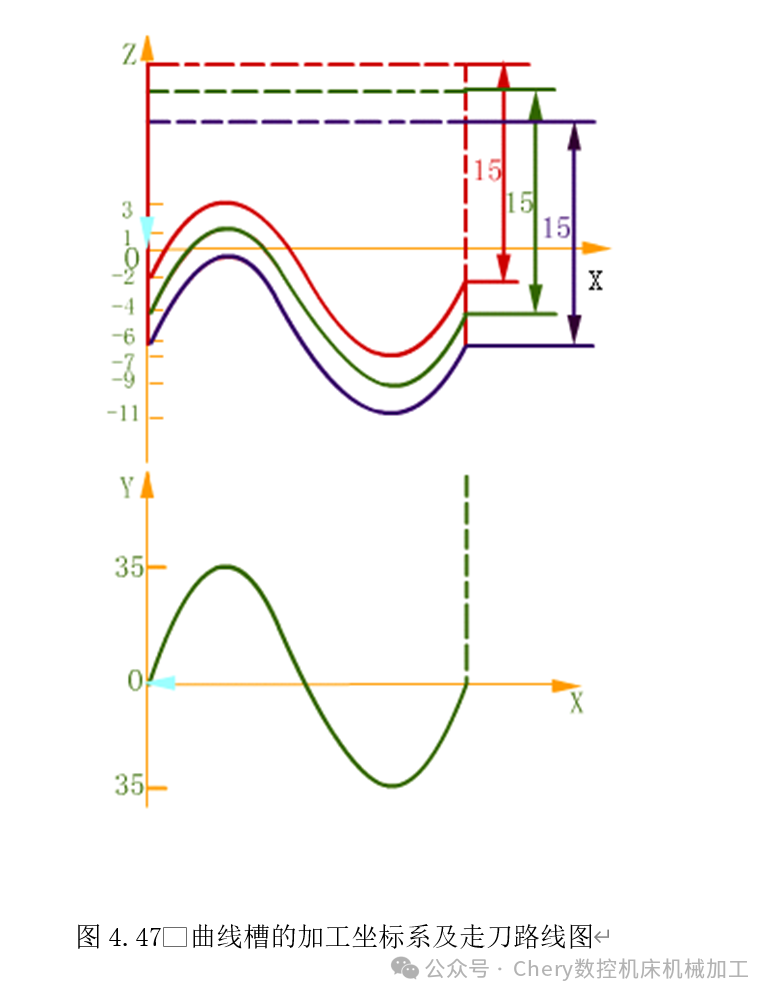
图4.47 曲线槽的加工坐标系及走刀路线图
设置保持型变量:
#500--Z向每次切入量为2mm;设置时输入“2000”;
#501--Y=35sinX的幅值为35mm,设置时输入“35000”;
#502--Z=5sinX的幅值为5mm,设置时输入“5000”;
#503--X的步距为0.5°时的终点值360°;设置时输入“360.”。
设置操作型变量:
#100--X当前值,为度;
#110--Y坐标当前值,为mm;
#120--Z=5sinX的值,为mm;
#130--Z向每次进刀后的初始值,为mm;
#140--Z坐标当前值,为mm。
子程序O 0004:
N10 G65 H01 P#100 Q0 //X初始值#100=0
N20 G91 G01 Z-#500 F100 //Z向切入零件
N30 G65 H02 P#130 Q#130 R-#500 //#130=#130+(-#500)
N100 G65 H02 P#100 Q#100 R0.5 //X当前值#100=#100+0.5
N110 G65 H31 P#110 Q#501 R#100 //Y当前值#110=35sinX
N120 G65 H31 P#120 Q#502 R#100 //Z=5sinX数值
N130 G65 H02 P#140 Q#130 R#120 //Z当前值#140=#130+120
N140 G90 G01 X#100 Y#110 Z#140 //切削空间直线
N150 G65 G84 P-100 Q#100 R#503 //终点判别
N160 G91 Z15//抬刀
N170 G90 X0 Y0 //回加工原点
N180 G91 G01 Z-15 F200 //下刀
N190 M99 //子程序结束
主程序O 0005:
N10 G54 G90 X0 Y0 Z15 //进入加工坐标系
N20 G00 X-10 Y-10 //到起始位置
N30 G01 X0 Y0 M03 S600 F200 //主轴起动
N40 G65 H01 P#130 Q0 //Z向初值=0
N50 G01 Z0 //下刀至零件表面
N60 M98 P30004 //调用子程序O 0004三次
N70 G00 Z15 //抬刀
N80 M30 //主程序结束
在子程序O 0004中,N100~N130为计算当前点的X、Y和Z坐标。N140是按计算出的坐标值切削一段空间直线,用直线逼近空间曲线。N150为空间曲线结束的终点判别,以X=360°为终点,若没有到达,则返回N100再计算下一点坐标;若已到达,则结束子程序。
在主程序O 0005中,N60为调用三次O 0004子程序,每调用一次,Z坐标向负方向进2mm,分三次切出槽深。加工的走刀路线图见图4.47所示。
三、平面移丝凸轮槽的加工
如图4.48所示为纺织机械上移丝凸轮的示意图,现在数控铣床上加工凸轮槽,槽深为12.5mm、宽为22mm,凸轮槽尺寸见表4.10,走刀路线如图4.49所示。此凸轮在机床上采用一面两销定位,在中间孔上采用螺钉压板夹紧。采用ф20键槽铣刀切削加工。首先将刀具半径补偿设定为O进行2次粗加工,再针对左和右侧轮廓分别采用正负值刀具半径补偿精加工到22mm宽。由于加工时分四次切削加工,因此采用调用子程序的方法编程。主程序为:
O10
N10 G65 H01 P#100 Q-6.5 //设置第一次切深-6.5
N20 G65 H01 P#101 Q 0 //设置第一次刀偏量为0
N30 M98 P20 //调用20号子程序切削,加工的槽深为6.5mm、宽为20
N40 G65 H01 P#100 Q-12.5 //设置第二次切深-12.5
N50 G65 H01 P#101 Q 0 //设置第二次刀偏量为0
N60 M98 P20 //调用20号子程序切削,加工的槽深为12.5 mm、宽为20
N70 G65 H01 P#100 Q-12.5 //设置第三次切深-12.5
N80 G65 H01 P#101 Q -1. //设置第三次刀偏量为-1,即右偏1
N90 M98 P20 //调用20号子程序切削,加工的槽深为12.5 mm、宽为21
N100 G65 H01 P#100 Q-12.5 //设置第四次切深-12.5
N110 G65 H01 P#101 Q 1. //设置第四次刀偏量为+1,即左偏1
N120 M98 P20 //调用20号子程序切削,加工的槽深为12.5 mm、宽为22
N130 G01 Z30 F2000 //Z向抬刀
N140 M05 //主轴停
N150 M30 //程序结束
子程序为:
O20
N10 G54 G90 G01 Z30 F2000//选择1号加工坐标系
N20 M03 S300 //启动主轴
N30 G01 X 12.496 Y -29 //XOY平面定位到槽中心线起点P1
N40 G01 Z#100 F100 //Z向下刀至#100指定值
N50 G01 G42 X 6 Y -29 H#101 //以偏置量#101左偏进给到(6,-29)
N60 G01 X -12.496 Y -29 //进给至P14
N70 G02 X -23.1315 Y -21.207 R11.1537 //以下各步按P14~P13......依次逆时针进给
N80 G03 X -28.7762 Y -13.763 R14 ;
N90 G02 X -32.2775 Y 3.2549 R12.274 ;
N100 G03 X -30.8273 Y 11.4149 R10.5 ;
N110 G02 X -20.6398 Y 26.9447 R12.817 ;
N120 G03 X -9.4926 Y 32.944 R20.5 ;
N130 G02 X 9.4926 Y 32.944 R13.136 ;
N140 G03 X 20.6398 Y 26.9447 R20.5 ;
N150 G02 X 30.8273 Y 11.4149 R12.817 ;
N160 G03 X 32.2775 Y 3.2549 R10.5 ;
N170 G02 X 28.7762 Y -13.736 R12.274 ;
N180 G03 X 23.1315 Y -21.207 R14 ;
N190 G02 X 12.496 Y -29 R11.1537 //进给到P1
N200 G01 X 0 Y –29 //进给到(0,-29)
N210 G01 G40 X -6 Y –29 //取削刀具半径补偿至(-6,-29)
N220 G01 Z30 F2000 //Z向抬刀
N230 M05 //主轴停
N240 M99 //程序结束
设置G54:X=-400,Y=-100,Z=-50。#100变量用来设置切削深度,两次Z向进刀分别为-6.5和- 12.5。刀具半径补偿值用#101变量来设置。前两次Z向进刀分别为-6.5和- 12.5的粗加工时,#101为0;精加工第一次切削为1,第二次为-1。

图4.48平面移丝凸轮槽
表4.10凸轮槽尺寸
P1 | P2 | P3 | P4 | P5 | P6 | P7 |
X12.496 Y -29 | X23.1315 Y-21.207 | X 28.7762 Y -13.736 | X 32.2775 Y 3.2549 | X 30.8273 Y 11.4149 | X 20.6398 Y 26.9447 | X9.4926 Y32.944 |
R1 | R2 | R3 | R4 | R5 | R6 | R7 |
11.1537 | 14 | 12.274 | 10.5 | 12.817 | 20.5 | 13.136 |
P8 | P9 | P10 | P11 | P12 | P13 | P14 |
X-9.4926 Y 32.944 | X-20.6398 Y 26.9447 | X-30.8273 Y 11.4149 | X-32.2775 Y 3.2549 | X-28.7762 Y -13.763 | X-23.1315 Y -21.207 | X-12.496 Y -29 |
R8 | R9 | R10 | R11 | R12 | R12 | |
20.5 | 12.817 | 10.5 | 12.274 | 14 | 11.1537 | |
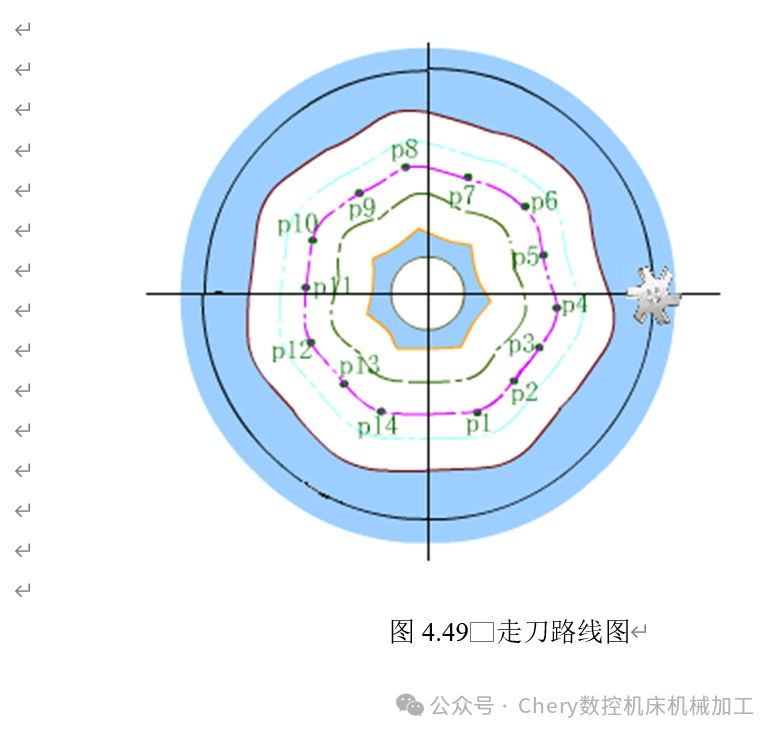
图4.49 走刀路线图


