
数控铣床坐标变换编程示例
数控铣床坐标变换编程
在数控铣床与加工中心的编程中,为了实现简化编程的目的,除常用固定程 序循环指令外,还采用一些特殊的坐标变换功能指令。下面将介绍SIENMENS 802D 系统中常用的坐标变换功能指令。
一 、极坐标编程
采用极坐标编程,可以大大减少编程时的计算工作量,因此在编程中得到广 泛应用。通常情况下,圆周分布的孔类零件(如法兰类零件)以及图纸尺寸以半 径和角度形式标示的零件(如正多边形外形铣),采用极坐标编程较为合适。
1. 极坐标
当使用极坐标指令后,坐标值以极坐标方式指定,即以极坐标半径和极坐标 角度来确定点的位置。测量半径与角度的起始点称为“极点”。
(1)极坐标半径极坐标半径是指在指定平面内,指定点到极点的距离,在 程序中用“RP”来表示。极坐标半径一律用正值表示。
(2)极坐标角度极坐标角度是指在所选平面内,指定点与极点的连线与 指定平面第*轴(如G17平面的X 轴)的夹角,在程序中用“AP” 来表示。极坐 标角度的零度方向为第*坐标轴的正方向,逆时针方向为角度的正方向。
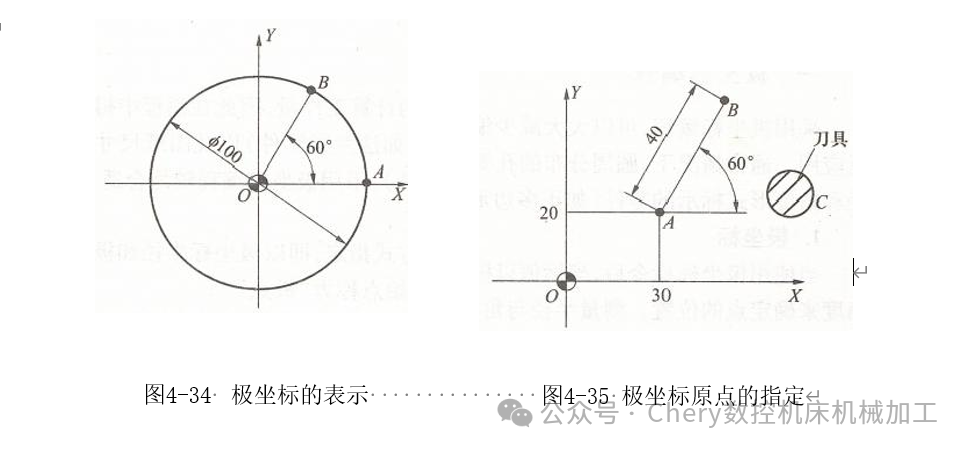
如图4- 34所示A点 与B 点的坐标,相对于极点0,用极坐标方式可描述如 下:
A 点 RP=30 AP=0;(极坐标半径为30,极坐标角度为0°)
B 点 RP=30 AP=60;(极坐标半径为30,极坐标角度为60°)
2.极坐标系原点
极坐标原点指定方式有G110、G111和G112 三种。其指令格式如下所示: G110(G111)X Y 2 ;
G112 AP= RP= ;
G110 极坐标参数,相对于刀具最近到达的点(即刀具当前位置点)定义极 坐标。
G111 极坐标参数,相对于工件坐标系原点定义极坐标。 G112 极坐标参数,相对于上一个有效的极点定义极坐标。
AP= 极坐标角度,数值范围±0°~360°,其值可以用绝对值表示,也可以用 增量值表示,分别用符号“AC”与“IC”表示。
RP= 极坐标半径,其单位为毫米(mm) 或英寸(in)。
X Y Z 相对于定义点的坐标值。
例如图4 - 35所示,分别将A点 、B点与刀具中心当前位置点C 点指定为 极坐标原点。
A 点 G111 X30 Y20;(相对于工作坐标系原点定义极坐标)
B 点 G112 AP=60 RP=40;(相对于前一极坐标原点定义极坐标)
C 点 G110 XO YO;(相对于刀具当前位置点定义极坐标)
3.极坐标中的刀具移动方式
与笛卡儿坐标系一样,在极坐标系中用G00/G01/G02/G03 加 上RP、AP 指 令可以使刀具完成快速定位/直线插补/顺、逆时针圆弧插补等动作。具体指令 格式如下所示:
G00 AP= BP= ; G01 AP= RP= ;
G02 AP= RP= CB=
G03 AP= BP= CR= ; 例 G01 AP=30.0 RP=40.0;
当使用极坐标进行圆弧编程时,应特别注意指令中的“AP” 和 “RP” 是圆弧 终点相对于圆弧圆心的极角与极半径,而不是圆弧终点相对于极点的极角与极 半径。
4.极坐标编程举例
例 加工如图4-36所示工件,试采用极坐标指令编写其数控铣加工程序。 AA436.MPF;
G90 G94 G17 G40 G71 G54; (程序初始化)
G74 Z0; ( 返 回Z 向参考点)
T1D1 S600 M03;
G00 X-50.0 Y-50.0;
Z30.0;
G01 Z-6.0 F100; G111 X0 Y0;
G41 G01 RP=35.0 AP=211.0;
AP=139.0; AP=67.0; AP=355.0; AP=283.0; AP=211.0;
G40 G01 X-50.0 Y-50.0;
G00 Z50.0; M30;
(相对于工件坐标系定义极坐标) (A点)
(B点) (C点) (D点) (E点) (A点)
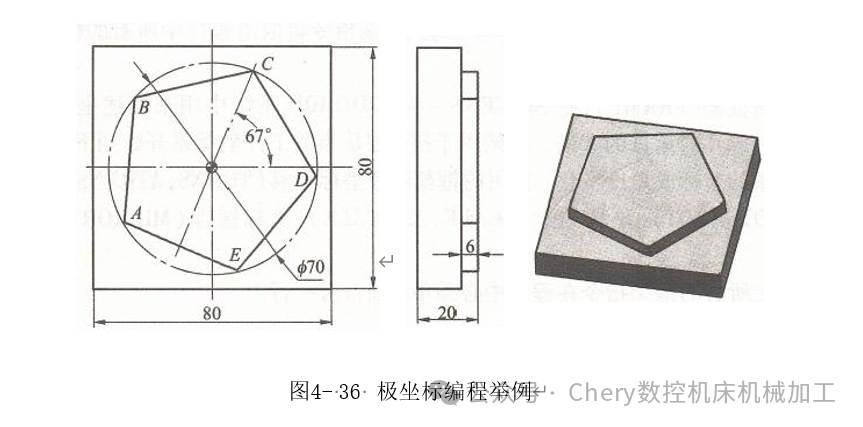
图4- 36 极坐标编程举例
二、坐标平移(TRANS,ATRANS)
TRANS/ATRANS 可以平移当前坐标系。如果工件上不同的位置有重复出 现的需加工的形状或结构,或者为方便编程要选用一个新的参考点,可用此项功 能。使用坐标平移功能之后,会根据平移量产生一个新的当前坐标系,新输入的 尺寸均是在新的当前坐标系中的数据尺寸。
1 . 指令格式
TRANS X Y Z ;
ATRANS X Y_Z_;
例1 TRANS X10.0 Y20.0 Z30.0; 例2 ATRANS X10.0 Y20.0 Z30.0;
2. 指令说明
TRANS 可编程零位偏置,参考基准是当前设定的有效工件零位,即使 用G54~G59中设定的工件坐标系。
ATRANS 附加可编程零位偏置,参考基准为当前设定的或最后编程的有效 工件零位,该零位也可是通过指令TRANS 偏置的零位。
X Y Z 是指各轴的平移量。
上面例1表示以G54~G59中设定的工件坐标系原点为基点执行坐标系平 移,平移的距离为X10.0 Y20.0 Z30.0。
上面例2表示以最后编程有效的工件坐标系原点为基点执行坐标系平移, 平移的距离为X10.0 Y20.0 Z30.0。如果在同一程序中执行了例1指令后,再执 行例2指令,则经过两次坐标平移后的零位相对于 G54 设定的工件坐标系原点 偏移了X20 Y40 Z60的距离。
3.注意事项
如果在TRANS后面没有轴移动参数,该指令将取消程序中所有的框架,仍 保留原工件坐标系。
所谓框架(FRAME), 是 SIEMENS-840D/810D 系统中用来描述坐标系平 移或旋转等几何运算的术语。框架用于描述从当前工件坐标系开始到下一个目 标坐标系的坐标或角度变化。常用的框架有坐标平移(TRANS,ATRANS)、坐标 旋转(ROT,AROT) 、坐标缩放(SCALE,ASCALE)、坐标镜像(MIRROR,AMIR- ROR)。
以上所有的框架指令在程序中必须单独占有一行。
4. 坐标平移编程示例
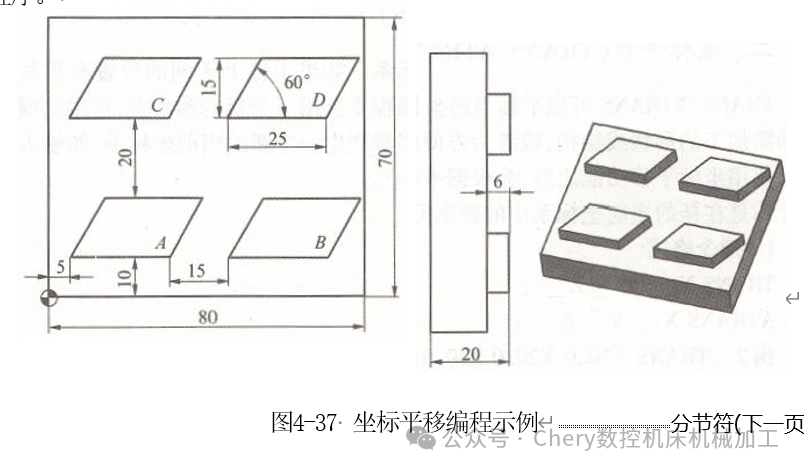
例加工如图4-37所示四个凸台轮廓,试采用坐标平移指令编写其加工
程序。
AA437.MPF;
G90 G94 G17 G40 G71 G54; G74 Z0;
T1D1 S600 M03 F100; TRANS X5.0 Y10.0; L437;
ATRANS X40.0; L437;
ATRANS;
TRANS X5.0 Y45.0;
L437;
ATRANS X40.0; L437;
ATRANS; G74 Z0;
M30;
L437.SPF; G00 Z10.0;
X-10.0 Y-10.0;
G01 Z-6.0;
G41 G01 XO Y0;
X8.66 Y15.0; X33.66;
X25.0 Y0; X0;
G40 G01 X-10.0 Y-10.0;
G00 Z5.0; RET;
(程序初始化)
(返回Z 向参考点)
(平移)
(子程序加工轮廓A) (附加平移)
(子程序加工轮廓B) (取消坐标平移)
(平移)
(子程序加工轮廓C) (附加平移)
(子程序加工轮廓D) (取消坐标平移)
(程序结束部分)
(轮廓子程序)
三、坐标旋转(ROT,AROT)
ROT/AROT 命令可以使工件坐标系在选定的G17~G19 平面内绕着横坐标 轴旋转一个角度;也可以使工件坐标系绕着指定的几何轴X、Y或 Z 作空间旋 转。使用坐标旋转功能之后,会根据旋转情况产生一个当前坐标系,新输入的尺 寸均是在当前坐标系中的数据尺寸。
1.指令格式
BOT BPL= ; AROT RPL= ;
例1 G17 ROT RPL=30.0; 例2 G18 AROTRPL=30;
2.指令说明
ROT 可编程零位旋转。参考基准为通过G54~G59 指令建立的工件坐 标系零位。
AROT 附加可编程零位旋转。参考基准为当前有效的设置或编程的零点。
RPL在平面内的旋转角度。对于平面旋转指令,旋转轴为与该平面相垂直 的轴,从旋转轴的正方向向该平面看,逆时针方向为正方向,顺时针方向为负 方向。
例1表示以编程坐标系原点为基点,在G17 平面内绕Z 轴转过30°。
例2表示以当前设置的坐标系原点为基点,在G18 平面内绕Y轴转过 30°。
3.编程注意事项
如果在镜像指令“MIRROR”(功能后叙)后用AROT编辑一个附加的旋转, 则其旋转方向与镜像前相反。
旋转的取消类同于坐标系平移取消指令,如果ROT 后面没有轴参数,则前 面所有编程的框架被取消。
4.坐标旋转编程示例
例加工如图4-38所示工件(毛坯为φ60mm×20mm 的45钢),试采用坐
标旋转指令编写其加工程序。

图4-38 坐标旋转编程实例1
AA438.MPF;
G90 G94 G17 G40 G71 G54;
G74 Z0;
T1D1 S600 MO3 F100; G00X-35.0Y-35.0;
Z20.0;
G01 Z-8.0;
G41 G01X-24.0;
Y14.0;
G02 X-14.0 Y24.0 CR=10.0; G01 X14.0;
G02 X24.0 Y14.0 CR=10.0; G01Y-14.0;
G02 X14.0 Y-24.0 CR=10.0; G01 X-14.0;
G02 X-24.0 Y-14.0 CR=10.0; G40 G01 X-35.0Y-35.0;
G01 Z-4.0;
ROT RPL=45.0;
G41 G01 X-8.0;
Y-16.0;
G03 X-16.0 Y-8.0 CR=8.0;
G01X-25.0; Y8.0;
X-16.0;
G03 X-8.0 Y18.0 CR=8.0; G01 Y25.0;
X8.0; Y16.0;
G03 X16.0 Y8.0 CR=8.0; G01 X25.0;
Y-8.0; X16.0;
G03 X8.0Y-16.0 CR=8.0;
(程序初始化)
(返回Z 向参考点)
(坐标逆时针旋转45°)
(轮廓延长线上建立刀补)
G01 Y-25.0; X-15.0;
G40 G01 X-35.0Y-35.0;
G74 Z0;
M30;
(轮廓延长线上切出) (取消刀补)
(程序结束部分)
例 用R2mm球头铣刀加工如图4-39所示体育彩票标记,毛坯120mm× 120mm×20mm 的铝,试编写其数控铣床加工程序。
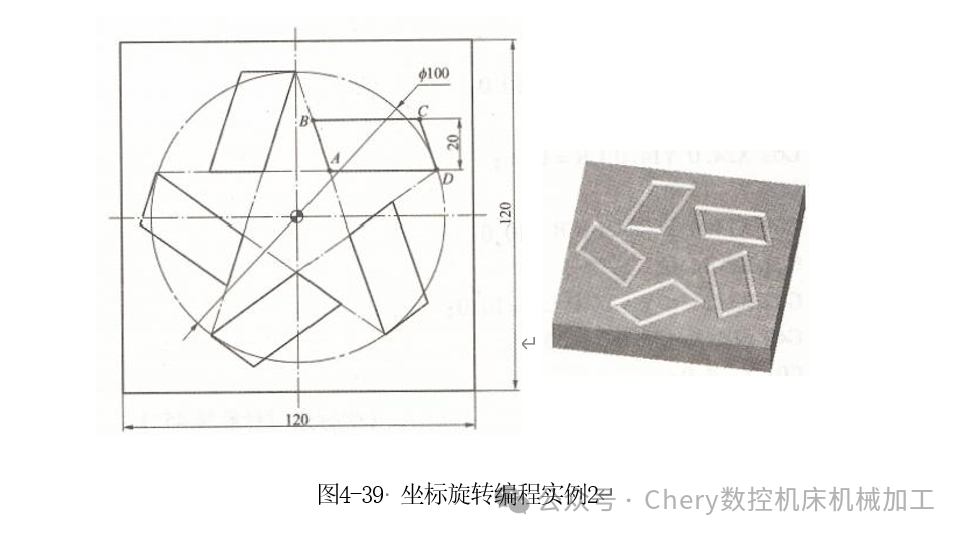
图4-39 坐标旋转编程实例2
AA439.MPF;
G90 G94 G17 G40 G71 G54; G74 Z0;
T1D1 S600 M03 F100; G00 X0 Y0;
Z20.0; L439;
ROT RPL=72.0; L439;
AROT RPL=72.0; L439;
AROT RPL=72.0;
(程序初始化)
(返回Z 向参考点)
(坐标旋转72°)
(附加坐标旋转72°) (附加坐标旋转72°)
AROT RPL=72.0;
L439; AROT;
G74 Z0;
M30;
L439.SPF;
G00 X11.23 Y15.45; G01 Z-2.0;
X4.73 Y35.45; X41.05;
X47.55 Y15.45; X11.23;
G01 Z5.0; RET;
(附加坐标旋转72°) (取消坐标旋转)
四、坐标镜像
使用坐标镜像指令可实现沿某一坐标轴或某一坐标点的对称加工。在SIE- MENS 802D/840D/810D系统中采用“MIRROR”或“AMIRROR”指令来实现坐标 镜像功能。
1.指令格式
MIRROR X0 Y0 Z0; AMIRROR X0 Y0 Z0;
例1 G17 MIRROR X0; 例 2 G17 AMIRROR Y0; 2.指令说明
MIRROR 可编程镜像,相对于G54~G599 设定的当前有效坐标系的绝 对镜像
AMIRROR相对可编程镜像,参考当前有效设定或编程坐标系的补充镜像。 X0 Y0 Z0将改变方向的坐标轴。
例1表示在G17平面内沿Y坐标轴进行镜像,即沿X 轴方向镜像。
例2表示在G17平面内沿X 坐标轴进行补充镜像,即沿Y 轴方向镜像。
3.注意事项
(1)在指定平面内执行镜像指令时,如果程序中有圆弧指令,则圆弧的旋转 方向相反,即G02变 成G03, 相应地,G03变成 G02。
(2)在指定平面内执行镜像指令时,如果程序中有刀具半径补偿指令,则刀 具半径补偿的偏置方向相反,即 G41变 成G42, 相应地,G42 变成G41。
(3)在使用镜像功能时,由于数控机床的Z 轴安装有刀具,所以,一般情况 下,不在Z 轴方向执行镜像功能。
(4)MIRROR 后面如不带任何参数,则取消所有以前激活的框架指令。
(5)SIEMENS 系统中使用镜像指令时,其镜像的原点为编程时的工件坐标 原点。
4.编程示例
例试用镜像指令编写如图4-40所示轮廓的数控铣加工程序。
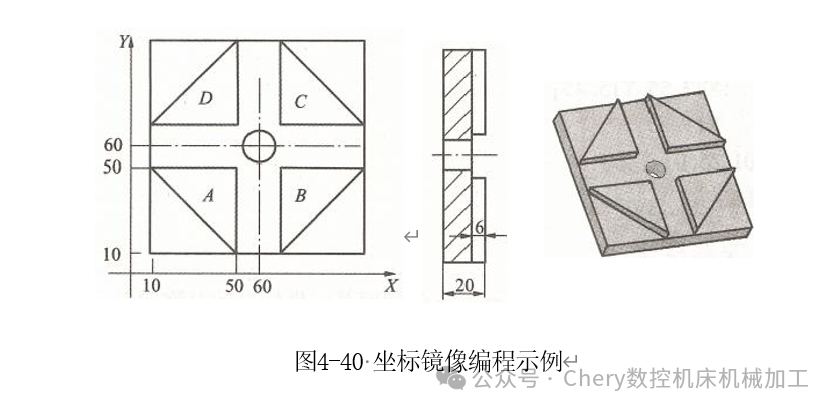
图4-40 坐标镜像编程示例
AA440.MPF;
G90 G94 G17 G71 G54; T1D1 F100;
G00 X0 Y0;
Z30.0;
S600 M03 M08;
TRANS X60.0 Y60.0; L440;
AMIRROR X0; L440;
AMIRROR Y0; L440;
AMIRROR X0; L440;
MIRROR;
G74 Z0 M09;
(轮廓加工主程序) (程序初始化)
(坐标平移至编程时的原点) (加工轨迹A)
( 沿Y轴镜像) (加工轨迹B) ( 沿X 轴镜像) (加工轨迹C) ( 沿Y 轴镜像) (加工轨迹D)
M30;
L440.SPF;
G00 X0 Y0;
G01 Z-6.0 F100;
G41 G01 X-10.0 Y0;
(轮廓A的子程序)
(快速移动到当前坐标系的零点)
Y-50.0;
X-50.0Y-10.0; X0;
G40 G01 X0 Y0; Z5.0;
RET; (返回主程序)
五 、比 例 缩 放(SCALE ,ASCALE)
在数控编程中,对于一些形状相同,但尺寸不同的零件,为了达到方便编程 的目的,在数控编程中常采用比例缩放指令来进行编程。使用此功能指令进行 编程后,系统会根据比例缩放量产生一个当前坐标系,新输入的尺寸均是在当前 坐标系中的数据尺寸。
1.指令格式
SCALE X Y Z_;
ASCALE X Y_Z ;
例1 SCALE X2Y1.5Z1; 例2 ASCALE X2Y1.5Z1; 2.指令说明
SCALE 指参考G54~G59 设定的当前有效坐标系原点进行比例缩放。 ASCALE 指参考当前有效设定或编程坐标系进行附加的比例缩放。
X Y Z 指各轴后跟的缩放因子。
例1表示以当前由G54~G59 设定的工件坐标系原点作为缩放基点,在X 向的缩放比例为2,Y向缩放比例为1.5,Z 向缩放比例为1。
例2表示以当前设置有效的坐标系(如平移、缩放、旋转坐标系等)的原点 为基点进行缩放,在X 向的缩放比例为2,Y向缩放比例为1.5,Z 向缩放比例 为1。
3.注意事项
(1)如果在比例缩放后,再进行坐标系的平移,则坐标系平移值也进行比例 缩放,如下指令:
SCALE X2 Y1.5;
ATRANS X20.0 Y30.0;
执行平移指令后,实际的平移距离为X40.0 Y45.0。
(2)如果轮廓中圆弧轮廓时,两个轴的缩放比例必须一致。
(3)比例缩放对刀具偏置值和刀具补偿值无效。
(4)如果在 SCALE后面没有轴移动参数,将取消程序中所有的框架,仍保 留原工件坐标系。
(5)SIEMENS 系统中使用比例缩放指令时,其缩放中心为编程时的工件坐 标原点。
4.编程示例
例用φ16mm的立铣刀加工如图4-41所示的梅花图案,中间的图形由外 部形状缩放0.6倍而成。试编写其数控铣床加工程序。
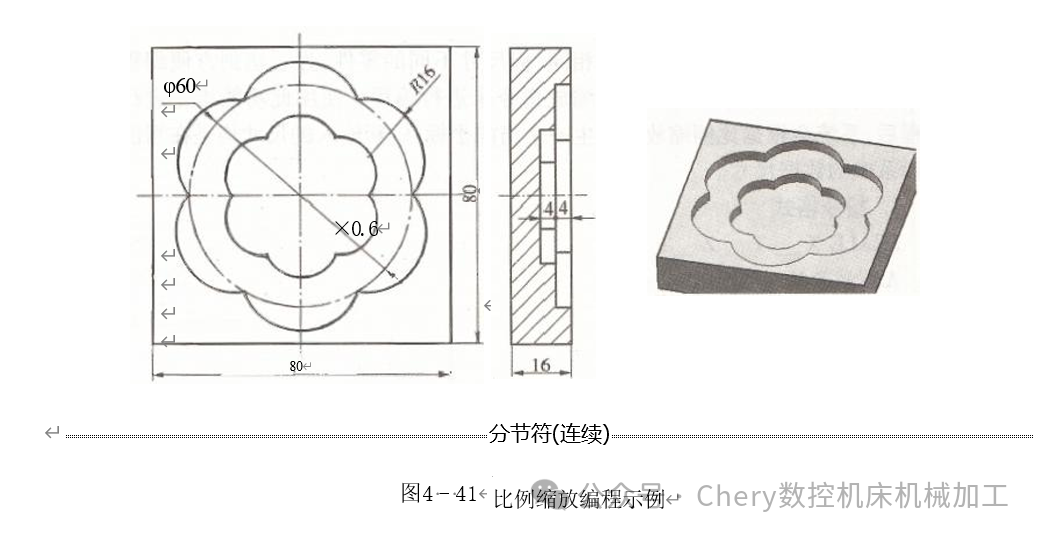
图4 - 41
AA441.MPF;
G90 G94 G17 G71 G54; G74 Z0;
T1D1 F100; G00 X0 Y0;
Z10.0;
S600 M03 M08;
比例缩放编程示例
(轮廓加工主程序) (程序初始化)
G01 Z-4.0;
L441; (加工外部轮廓)
G01 Z-8.0;
SCALE X0.6 Y0.6; (比例缩放0.6倍)
L441; (加工内部轮廓)
SCALE;
G74 Z0 M09; M30;
LA41.SPF;
G41 G01 X30.0 Y0;
G03 X15.0 Y25.98 CR=16.0;
G03 X-15.0 CR=16.0;
G03 X-30.0 YO CR=16.0;
G03 X-15.0 Y-25.98 CR=16.0;
G03 X15.0 CR=16.0;
G03 X30.0 Y0 CR=16.0;
G40 G01 X0 Y0; RET;


