
凯恩帝加工中心系统操作入门
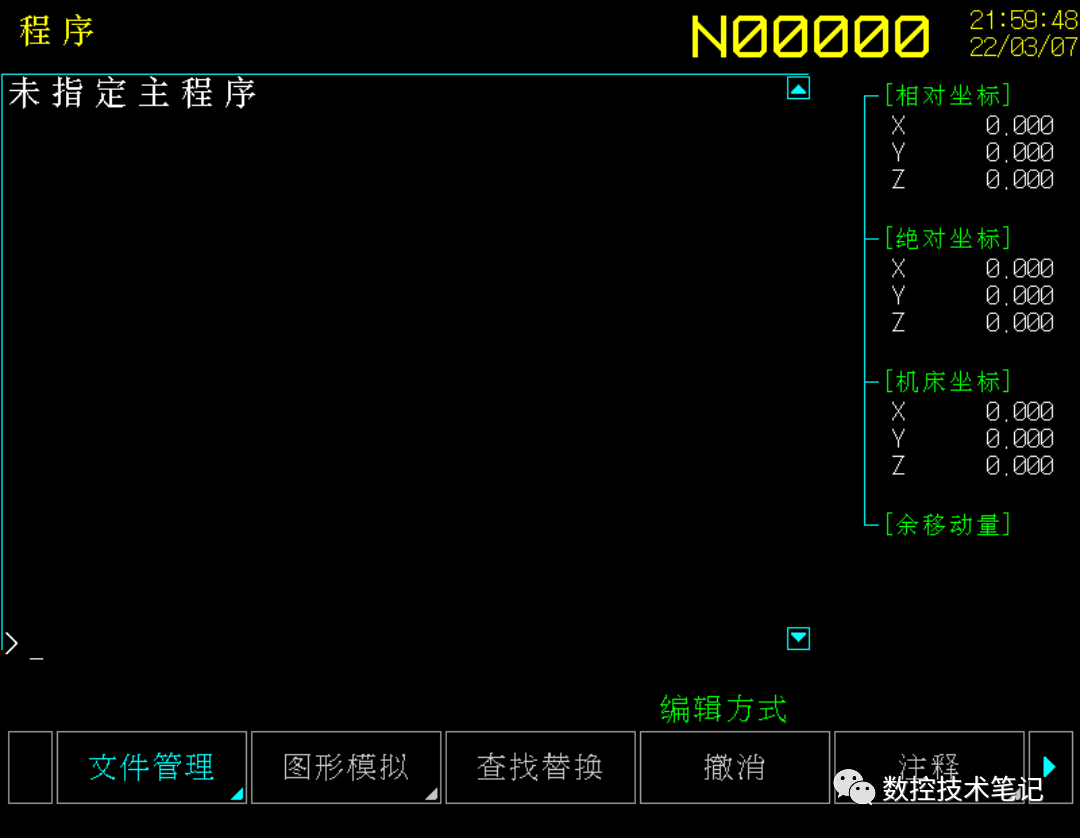
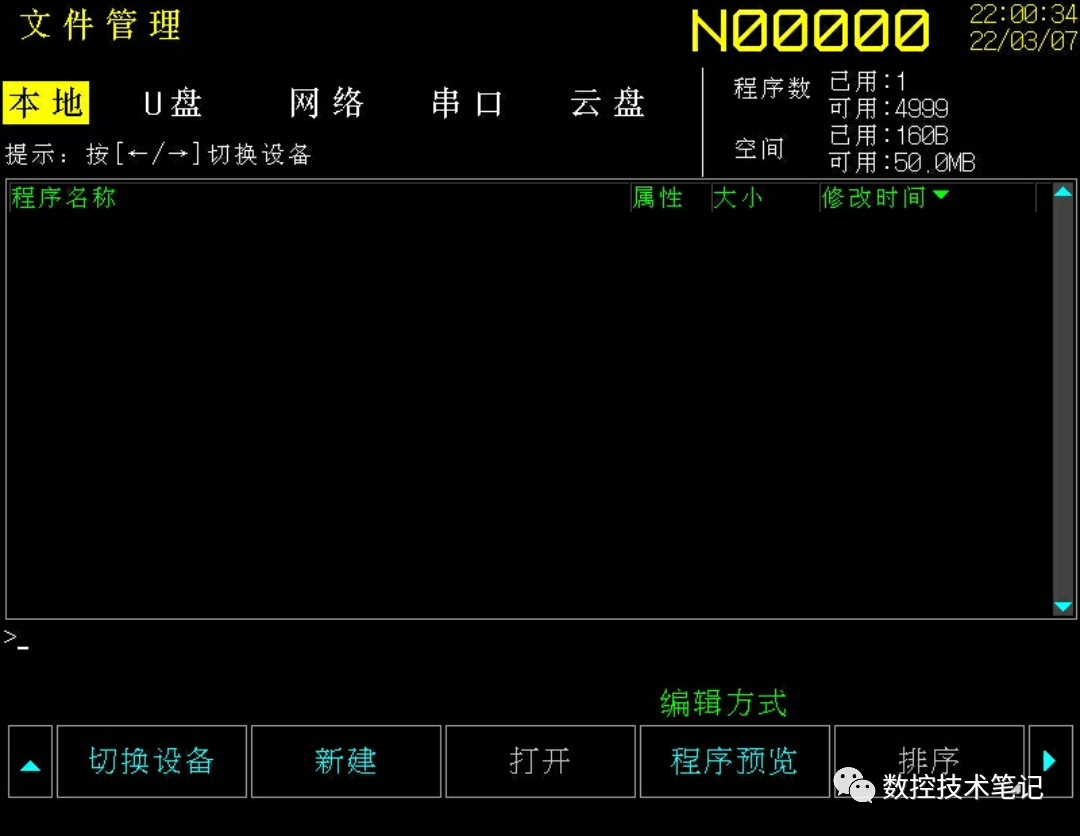
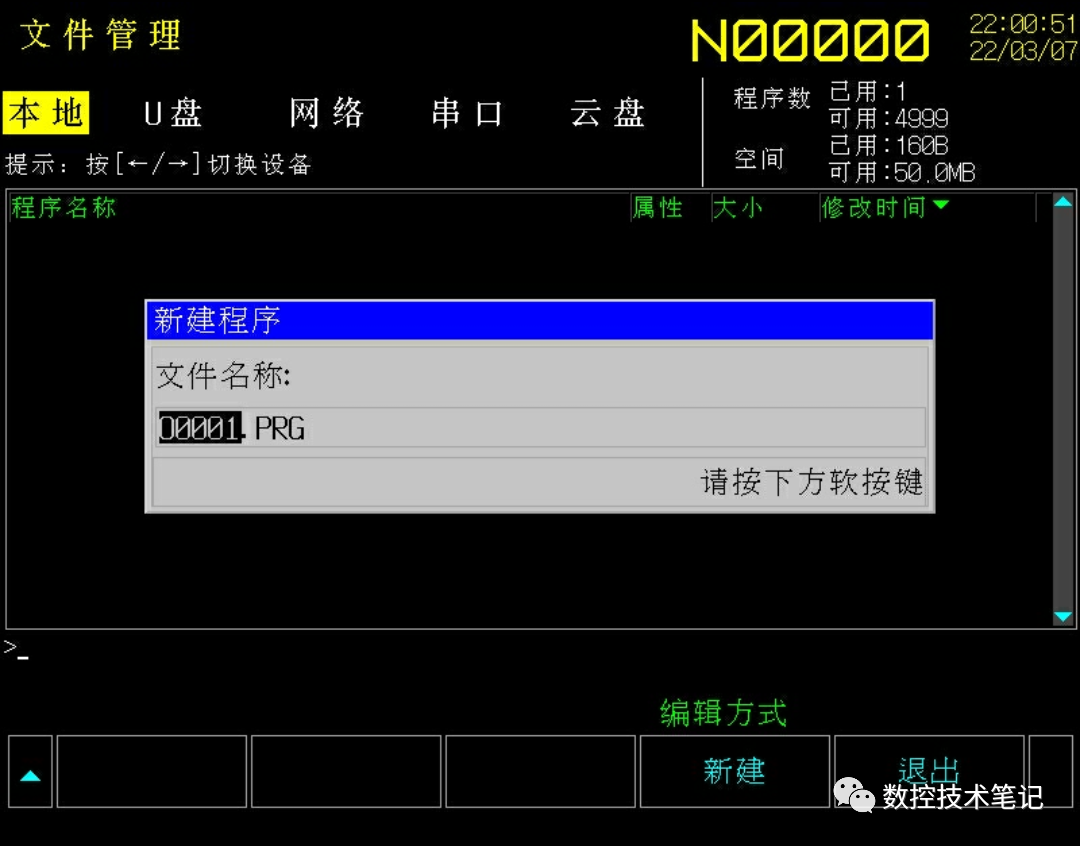
编辑程序



对刀操作
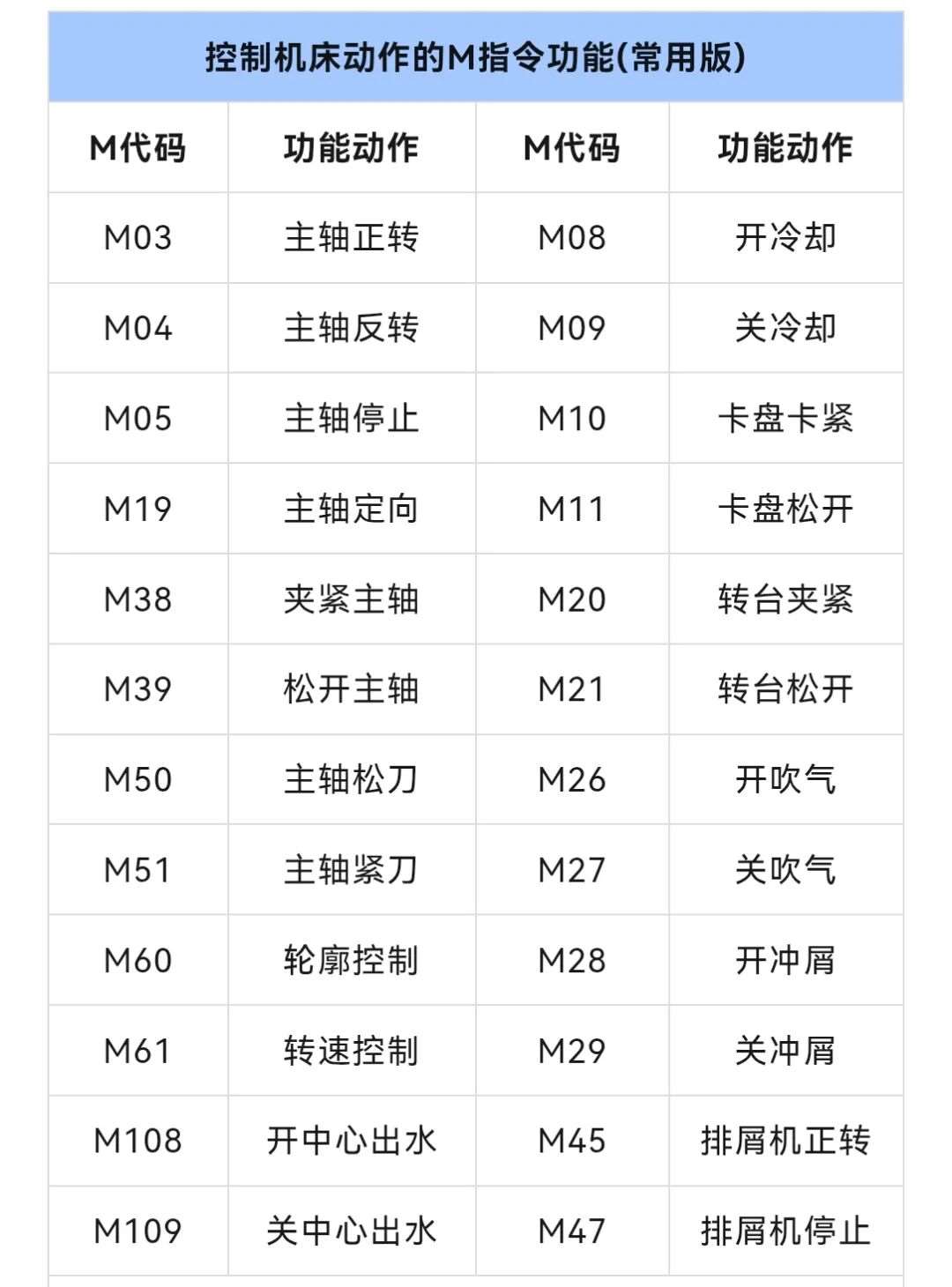
⒈刀库排刀装刀
操作步骤:
①按 [位置] 键,进入位置页面
②切换成录入方式
③按T1 M6,再按 [EOB] 键,这个调刀指令就会被输入上去;

[综合信息]中的T01为当前主轴上的刀具号
④按启动按钮,主轴开始换刀,换刀结束后,[综合信息]中主轴刀号变为T01,或者附加面板上的主轴刀号显示1,代表着1号刀具已经被调到主轴上了;
⑤切换成手动方式,按松刀按钮,将1号刀具装到主轴上即可,此时1号刀就算排好了。
排其它刀具也都是按此方法,比如继续排2号刀,运行完T02 M06后,主轴上的刀号变为T02,再手动把2号刀具装到主轴上,此时2号刀就排好了,而1号刀被机械手就近放进了刀库,也就是被排进了刀库,继续排3号刀的话,2号刀就会被排进刀库。
温馨提示
圆盘刀库的特点是随着不断换刀,刀库里面的刀套号与刀具号是会变得不一致的,比如:1号刀套里面不一定是1号刀具,因为这种刀库注重换刀效率,采用的是就近取刀放刀,不过不用担心系统记不住哪个刀套里面是哪把刀,只管调(diào)用就行,如果想了解哪个刀套里面装的是哪把刀,可以通过按 [诊断] 键,再按屏下方 [PC参数] 键,再按屏下方 [刀库TL] 键查看,其中序号为刀套号,序号右侧的数据为刀具号。
⒉调整主轴转速
操作步骤:
①按 [位置] 键,进入位置页面
②切换成录入方式
③按M03 S500,再按 [EOB] 键,这个调整主轴转速指令就会被输入上去;
④按启动按钮,主轴开始以500转的转速正转,[综合信息]中S会显示为S500。
⒊对刀
目的:是告诉数控系统,工件在机床坐标系中的位置,即把程序零点在机床坐标系中的位置坐标值预存到系统。
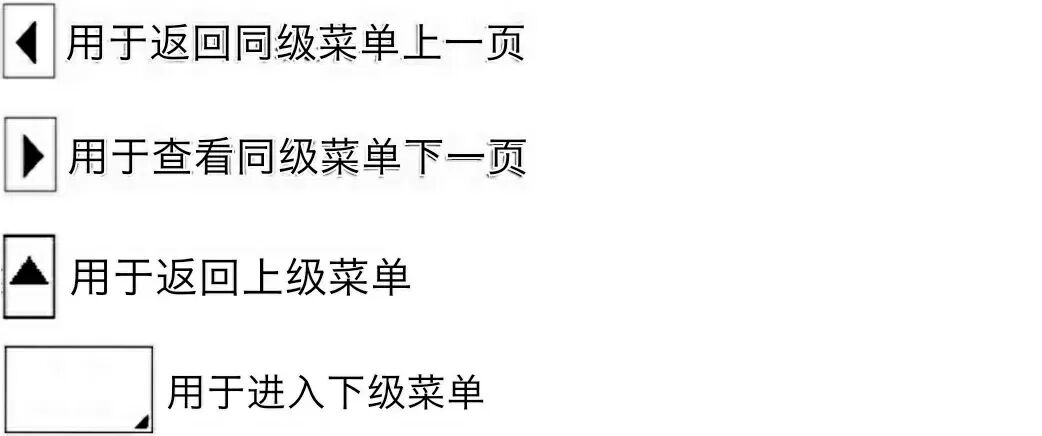
点击下方文字
对刀前,先熟悉一下各轴的移动方向,避免碰伤工件,如果忘了该往哪个方向移动,可以参考如下图,以X轴为例,想让工作台向左移动时,手轮要朝+号方向摇。

操作方法:
⑴ X轴、Y轴对刀
调(diào)装着分中棒的刀
切换成手轮方式,按 [主轴正转] 键
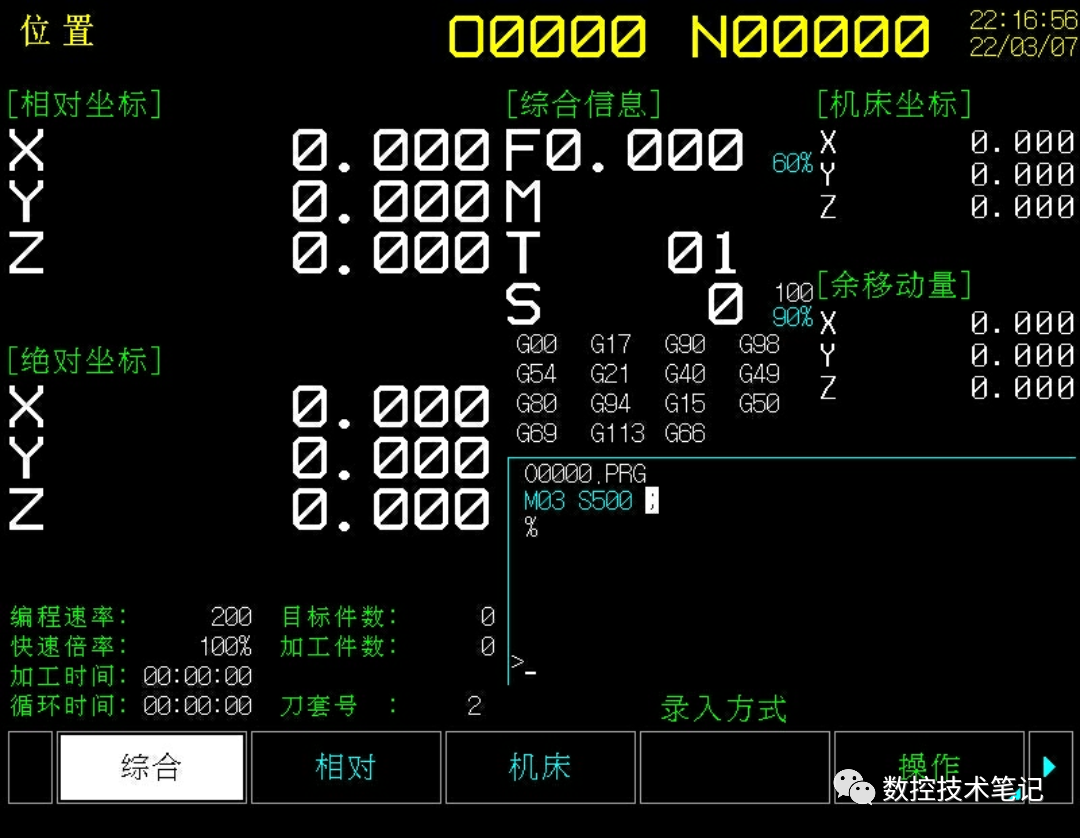
按 [设置] 键,进入设定工件坐标系页面,刀补页面有坐标系的不用按设置。
对G54时,光标要在G54工件坐标系里面
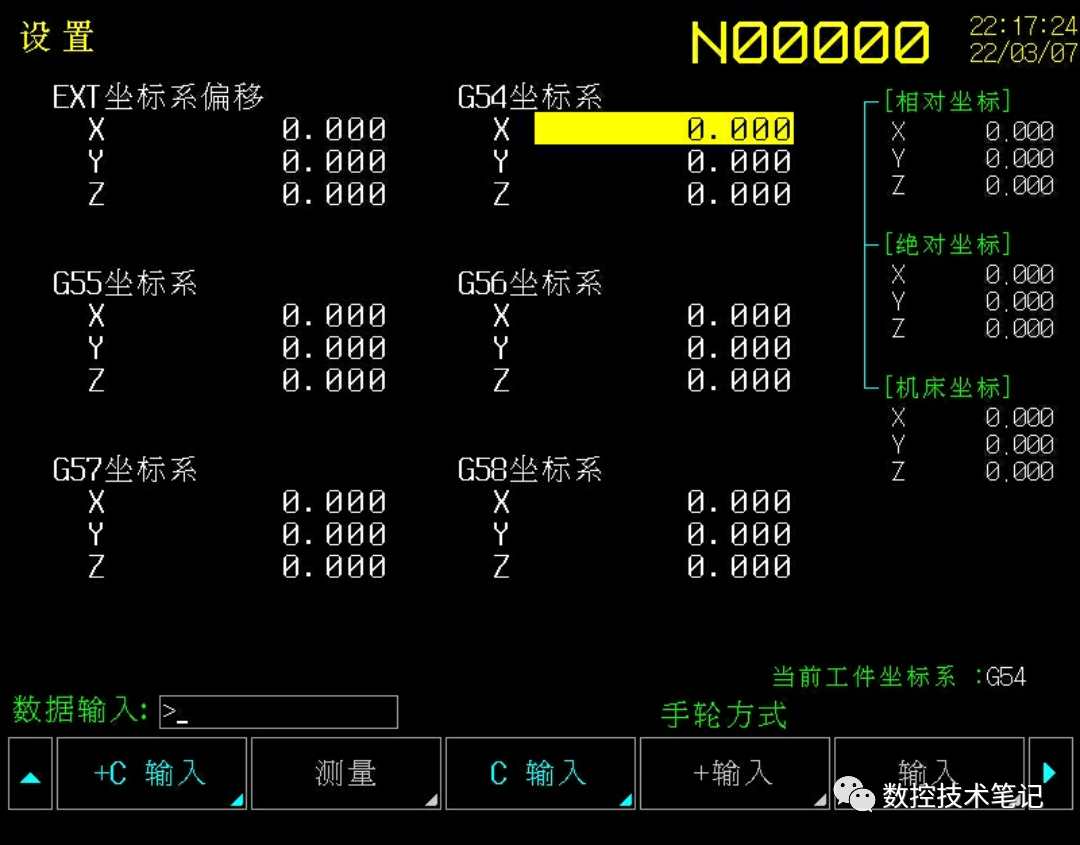
按 [▷] 键,进入分中操作选择
方形对称型工件选择 [矩形中心]
按 [矩形中心] 键,进入矩形分中

手轮控制机床,使分中棒碰到工件左侧,如下图所示X1位置,按[X1设入] 键,屏右下方的[矩形中心设入]中的X1就会记录下分中棒当前的X轴机床坐标。
X2设入、Y1设入、Y2设入参考X1操作方法。先碰哪一侧没先后顺序,但是按设入时,一定要先1后2,因为按1会清除2。
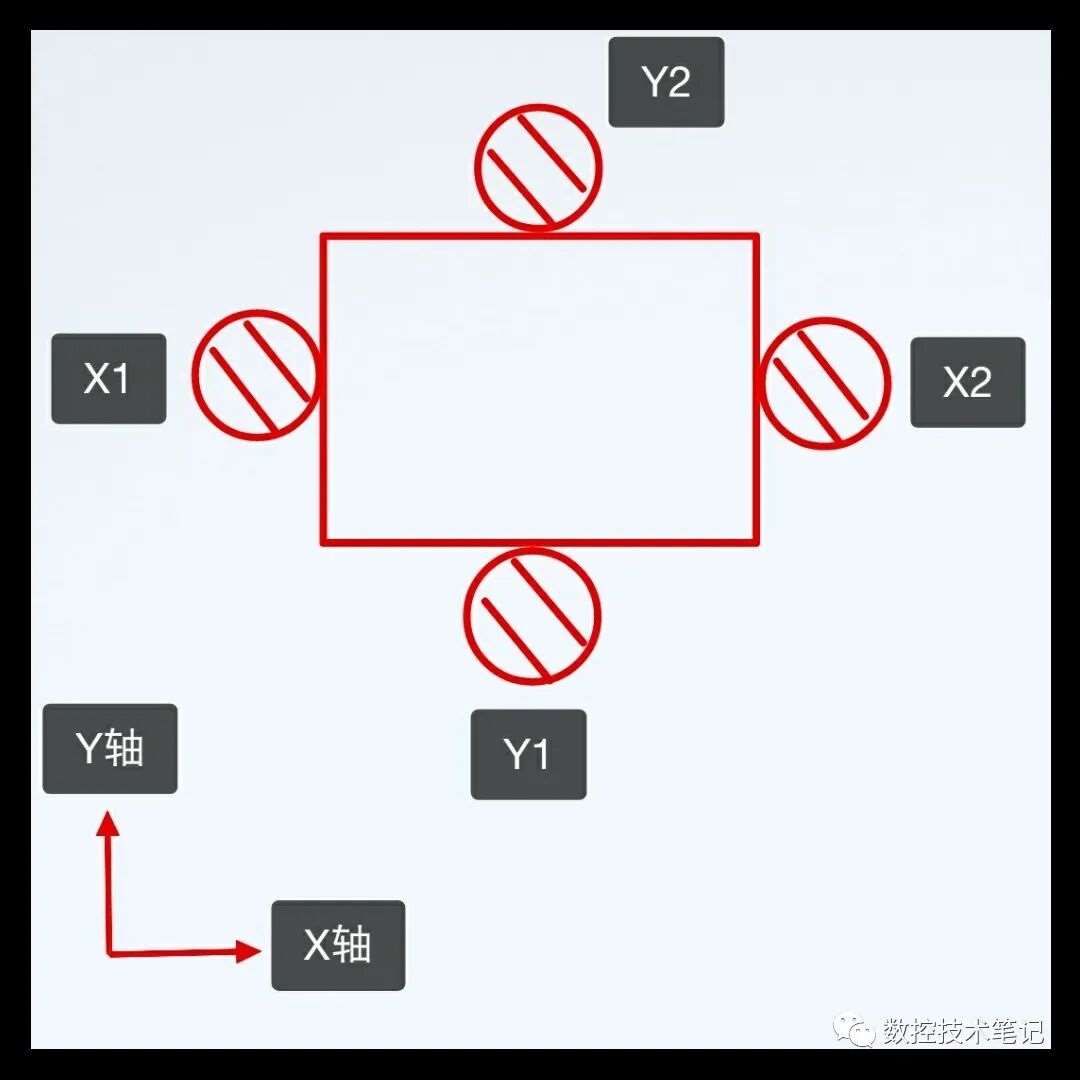
图片中长方形为工件,圆圈为分中棒

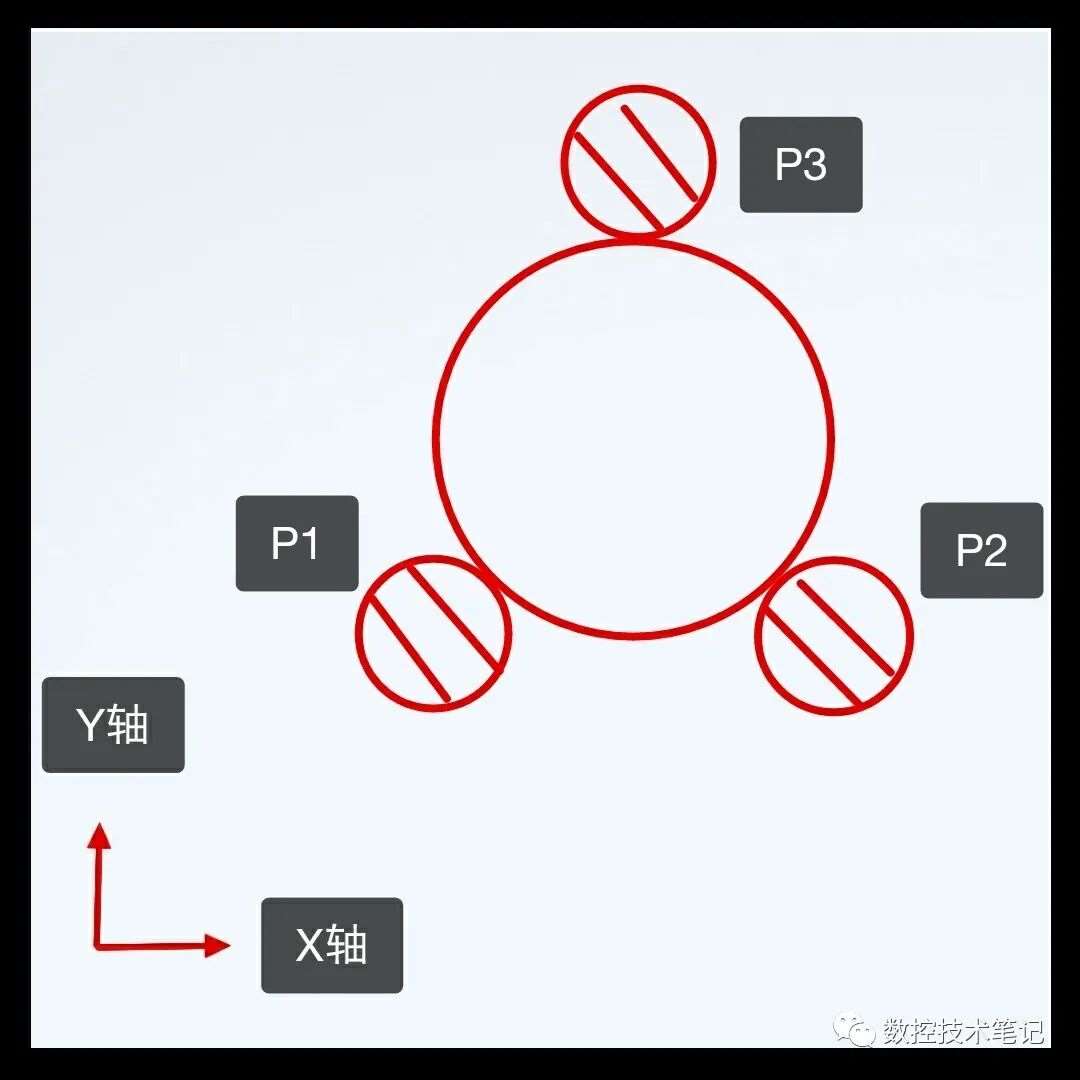
图片中大圆为工件,小圆为分中棒
经以上操作,G54中的X和Y便自动存入了P1、P2、P3三点之间的机床坐标。
零点对到边中心或角上用 [测量] 操作
按 [◁] 键,进入测量操作
假设一个异形件,它的图纸把基准设计到了工件左下方的一个直角上,图纸上其他尺寸都是以这个角为基准确定的,那么就要把工件坐标系设定到这个角上;
假设所用刀具直径是10毫米的,用刀具碰到如下图所示左侧的圆圈的位置,按X-5后,再按 [测量] 键,屏中间出现确认操作提示后,按屏下方 [确认] 键,G54中的X便存入了当前位置的机床坐标,[坐标]中X变为X-5.000,证明X轴设定好了;
(为什么是X-5?因为对刀时,我们对的其实是刀的中心在机床坐标中的位置,当前刀的中心在我们要设定的工作原点的X轴负方向上的5毫米处,所以按X-5,因此工作原点也就确定了)
再用刀具碰到如下图所示下方的圆圈的位置,按Y-5后,再按 [测量] 键,屏中间出现确认操作提示后,按屏下方 [确认] 键,G54中的Y便存入了当前位置的机床坐标,[坐标]中Y变为Y-5.000,证明Y轴设定好了;
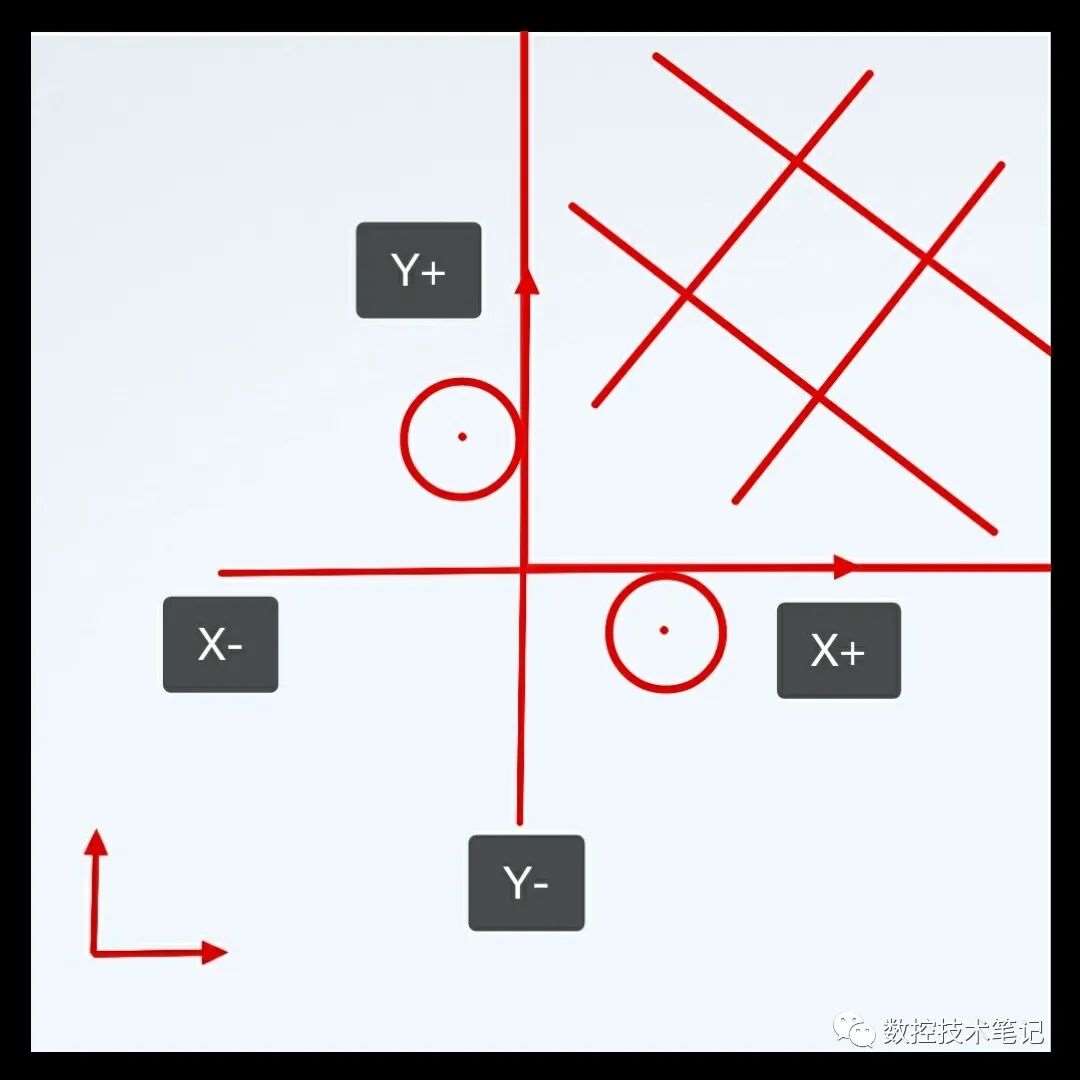
图中右上方网格区域为工件
带中心点的圆为刀具
切换成手轮方式

再按 [测量] 键,屏中间出确认操作提示

提示框中提示信息为2号刀的Z轴将由Z0变为Z-110
按屏下方 [确认] 键,P002这一行中Z长度的形状中便存入了当前位置的机床坐标,[坐标预览]中Z变为Z10.000,证明Z轴设定好了;

T03按这个方法存入P003;
T04按这个方法存入P004;
其他刀具以此类推。
加工运行
按 [程序] 键,进入程序页面,检查当前程序是否是要运行的程序;
切换成编辑方式

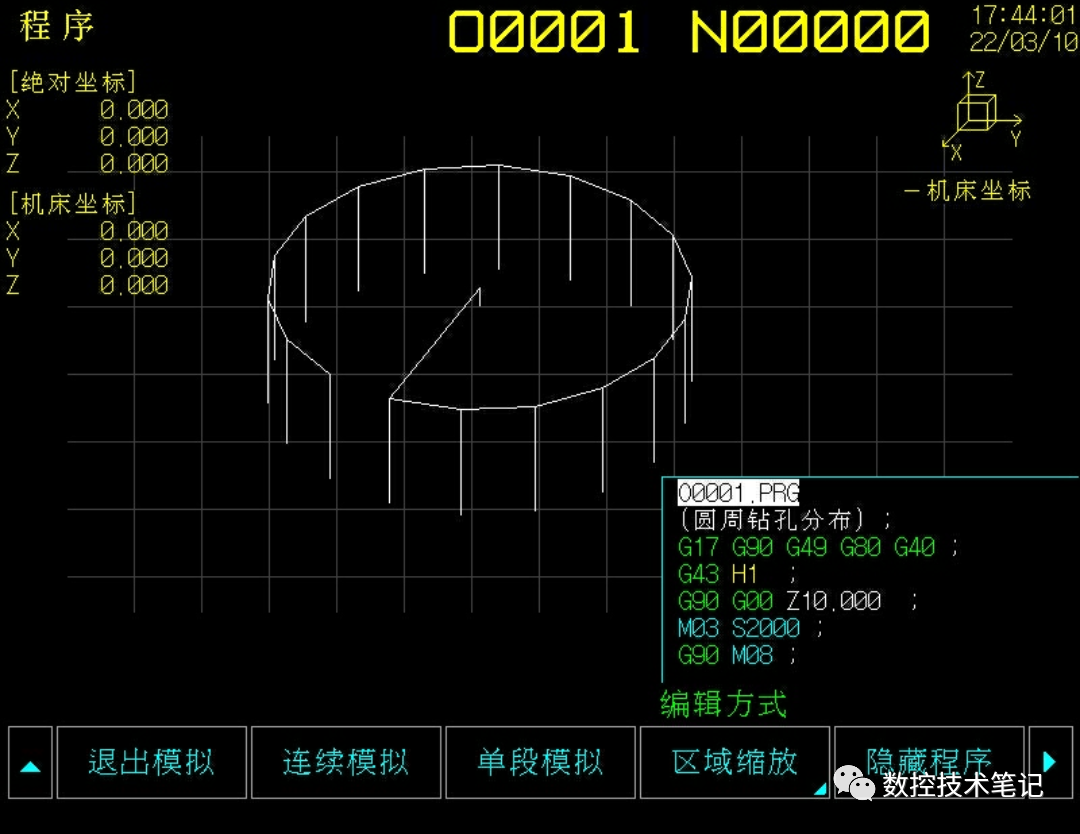
按 [退出模拟] 键,退出图形模拟
切换成自动方式
按 [自动手轮] 键,变成自动方式 手轮

按启动按钮,程序开始运行,当程序运行到第5行时,机床是不动的,是因为已经开启了自动方式 手轮,这种方式的特点是,机床走不走,完全受手轮控制,当顺时针摇手轮时,机床会按照程序中的刀路轨迹和速度走,所以非常安全可控,特别适用于加工中心初学者使用,当刀具靠近工件后,查看各轴坐标是否与预期一致,确定没对错刀后,可以按 [自动手轮] 键,退出这种方式,系统将只处于自动方式,自动运行完程序。


