数控G指令编程代码
06/26
数控加工中心编程技术,一直是数控机床的核心部分。怎样精确的写好程序指令,对于车床的运行和精确操作,有着极其重要的作用。它告诉机器如何执行操作,完成切割机械的目的。下面我们就来看看数控车削中常用的各种指令吧~
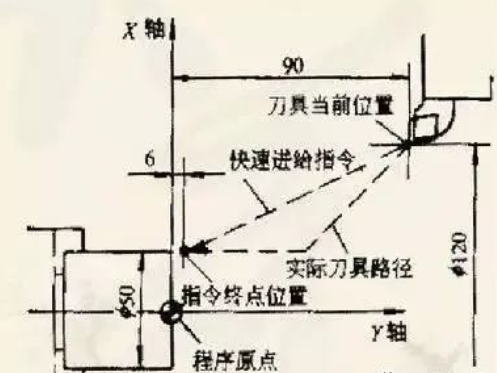
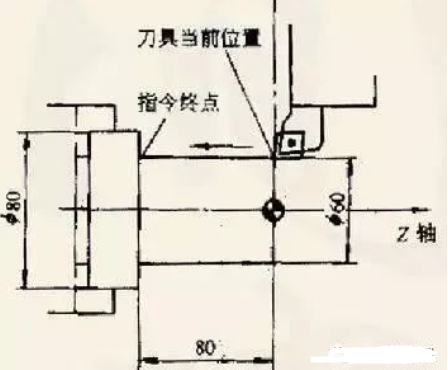
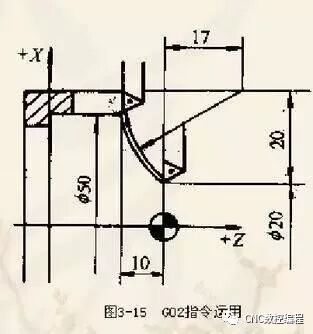
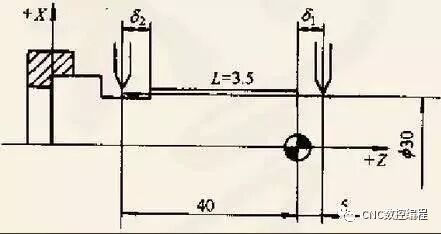
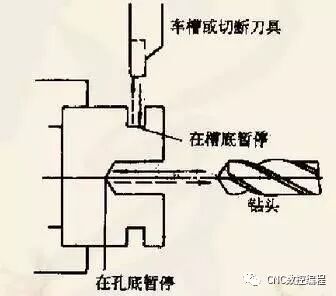
这个指令可以使刀架以机床厂设定的*快速度按点位控制方式从刀架当前点快速移动至目标点,这个指令是不需要规定给进速度的~由起点快读到终点的程序为:G00 X50,Z6 或这个指令用于是刀架以给定的给进速度从当前点直线或是斜线移动至目标点,即可是刀架沿X轴方向或Z轴方向作直线运动,也可以两轴联动方式在X、Z轴内作任意斜率的直线运动。F:进给速度,如进给速度F值一再前段程序中给定且不需要改变,本段程序也可以不写出;G01 X60.0 Z-80.0 F0.4 或 G01 U0.0 W-80.0 F0.4G01 W80.0 F0.4 或 G01 Z-80.0 F0.4这个指令用于刀架做圆弧运动以切出圆弧轮廓,G02为刀架沿顺时针方向作圆弧插补,G03则为沿逆时针方向的圆弧插补。G02 X_Z_R_F 或 G02 X_Z_l_K _FG03 X_Z_R_F 或 G02 X_Z_l_K _FG02 X50.0 Z-10.0 120. K17. F0.4 或G02 U30.0 W-10.0 120. K17. F0.4G02 X50.0 Z-10.0 R27.0 F0.4 或G02 U30.0 W-10.0 R27.0 F0.4G32 Z-40.0 F2.5 或 G32 W-45 F2.5这个指令可以使道具作短时间(N秒钟)的停顿,以进行进给光整加工,主要用于刀削环槽、不通孔和自动加工螺纹等场合,如下图所示。